
葛洲坝叶片热处理工艺
2021-01-26 10:49:13
作者:段振伟,张鑫,王清宇,陶韬 来源:金属加工(热加工)
分享至:


葛洲坝改造项目是公司的重点产品,也是公司第一次生产如此大吨位的轴流式叶片,叶片法兰直径将近1500mm,最大截面厚度将近600mm。在国内外生产历史上,截面如此大的铸件。在热处理时,均采用两次或三次性能热处理,方能保证热处理质量,这样的操作对能源造成了大量的浪费。为了达到提高生产效率及降低能源消耗的目的,我们对葛洲坝叶片热处理问题进行立项研究,最终满足葛洲坝叶片的批量生产。
1.确定装炉方式
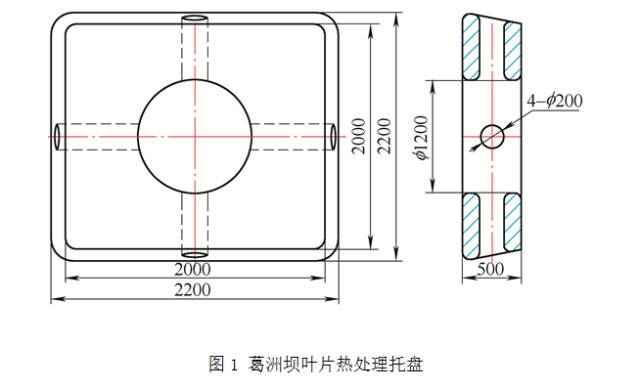
为了保证叶片整体冷却速度基本一致,根据叶片结构,叶片采用立式装炉方式,并设计专用的热处理垫铁,把叶片法兰放置在专用热处理垫铁上。
2.葛洲坝叶片热处理垫铁设计
设计专用的热处理托盘,如图1所示。
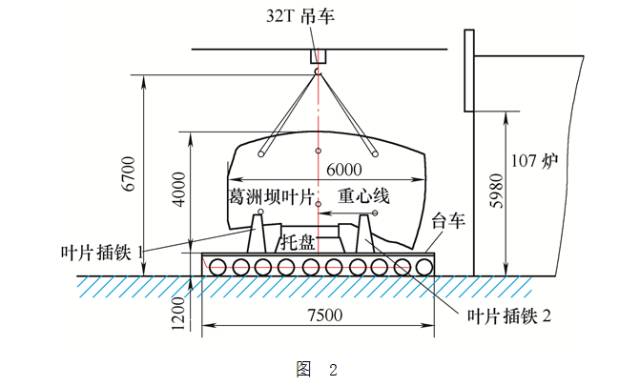
设计专用的葛洲坝叶片插铁,如图2所示。
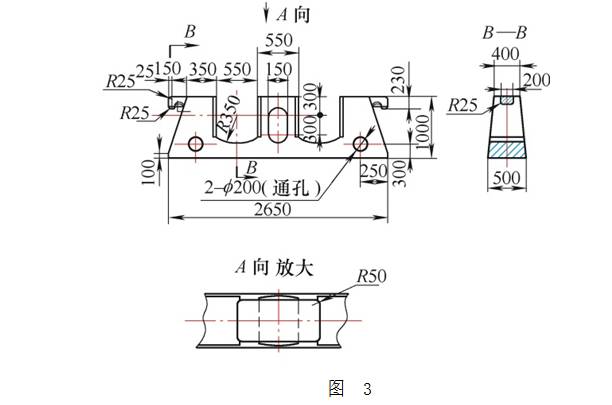
3.叶片装炉
葛洲坝叶片装炉前清理台车面,要保证台车面没有杂物,热处理托盘和叶片插铁按工艺要求放置好,叶片法兰立放在热处理托盘上,用楔铁固定后点焊牢固,再放置叶片插铁1,调整插铁位置。装炉方案按图3执行。
4.热处理工艺的制定及分析
葛洲坝叶片性能值没有特殊要求,工艺参数没有进行调整,只是针对本次工艺研究的目的,对保温时间和冷却方式进行了调整。
(1)保温时间
考虑了叶片厚薄不均的情况,保温时间过长可能会导致叶形晶粒过大,保温时间过短叶片法兰心部区域没有完全奥氏体化,所以,保温时间的控制非常重要。经过对比分析,以及和以前生产的类似产品进行比较,最终制定了符合葛洲坝叶片实际情况的保温时间。
(2)正火后冷却方式的调整
由于葛洲坝叶片法兰的下方有是冒口,轴径处还有较大的工艺增肉,在正火冷却过程中该区域蓄热过大,致使心部达不到工艺要求的冷却速度,从而导致叶片轴心部晶粒过大,最终导致UT探伤不合格。通过增加法兰及轴径局部冷却速度来达到细化晶粒的目的。
叶片整体采用风机进行吹风冷却。截面最大的区域采用喷雾冷却的方式进行冷却。在喷雾过程中,时刻观察叶片表面温度变化情况,及时调整喷雾方向及喷雾量。增加风机数量,单侧采用8台风机进行吹风冷却。通过改进工艺生产的叶片探伤情况可以得出:增加了风机及喷雾装置后,经过一次性能热处理的葛洲坝叶片性能(见附表)均满足了图样技术要求。叶片UT探伤结果来看,也满足了葛洲坝叶片图样的探伤要求。

5.经济效益分析
(1)葛洲坝叶片一次性能热处理周期在10天左右,每个热处理周期需要天然气约20000m3,燃气费用大约6万元,再加上其他消耗,每个炉次的成本大约为9万元。通过改进热处理工艺,可以减少最少一个热处理周期,可节约大量能源和资金,对公司节能减排的能源管理目标有很大促进意义。
(2)生产过程成本:葛洲坝每个热处理周期结束后,均需要进行卸炉、喷砂、气刨及打磨操作。减少一次性能热处理周期,可以节约大量生产过程成本和人工消耗。
(3)提高燃气热处理炉的使用效率:每减少一个热处理周期,可节省10天热处理时间,能够显著提高燃气热处理炉的使用率。
葛洲坝转轮每台有5个叶片,热处理工艺改进后,每台能源消耗可减少约10万m3,可节约资金约30万元,并且可以大量降低生产成本。通过工艺改进已经热处理叶片10余片,节约资金60万~100万元。
6.结语
(1)通过葛洲坝叶片的实际生产情况汇总及后序性能数据统计、UT探伤结果分析。所生产的葛洲坝叶片性能值全部满足其技术要求,法兰晶粒度检测也达到了图样的技术要求。
(2)热处理工艺改进后,叶片只需要一次性能热处理即可满足要求,显著的提高了热处理炉的使用效率。
(3)减少了一个热处理周期,节约了大量的燃气消耗和其他辅助消耗,达到了节能减排的效果。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741