
超低碳奥氏体不锈钢焊接接头耐腐蚀性及环保型化学钝化工艺研究
2020-09-21 16:54:37
作者:孙晓光,韩晓辉,张星爽,张志毅,李刚卿 来源:中国腐蚀与防护学报
分享至:


304L奥氏体不锈钢由于具有优良的力学性能、耐腐蚀性能和焊接性能,在航天航空、交通运输、石油化工以及海洋建筑物等许多领域得到广泛的应用[1,2]。通常情况下,奥氏体不锈钢表面在大气环境下会形成致密的钝化膜,将基体与环境隔绝,从而保证基体具有极好的耐蚀性能[3,4]。但是,在较苛刻的大气环境下 (如海洋大气),风携带着含有氯化物悬浮颗粒的海水传输到钢表面,氯化物通过潮解释放出Cl-,Cl-吸附于奥氏体不锈钢表面,易造成不锈钢表面局部区域钝化膜的破裂,引发较为严重的局部腐蚀[5,6,7]。
奥氏体不锈钢结构件在使用过程中,常采用电弧焊接进行连接,焊接接头区域表面钝化膜发生破坏,且由于不同热输入的差异,导致组织结构发生变化,所以焊接接头极易发生表面锈蚀,从而影响结构件的美观性与安全性[8,9]。因此探究奥氏体不锈钢焊接接头在海洋大气环境下的腐蚀原因,深入研究焊接接头表面防护方法及工艺尤为重要,对不锈钢在海洋工程中的安全使用和寿命评估起着相当重要的作用。传统的铬酸盐、磷酸盐和45%~55% (体积分数) 高浓度硝酸常作为不锈钢表面钝化处理剂,能够促进奥氏体不锈钢表面快速成膜,但是铬酸盐钝化液中的Cr6+释放到环境中对人体有较强致癌性,严重危害人体健康[10,11]。磷酸盐处理后排放的废水废渣会造成水体富营养化,从而影响水环境的稳定性[12,13]。高浓度硝酸钝化液中硝酸用量较多,浪费严重。随着人们对环保意识的增强,新型绿色环境友好型表面处理技术逐渐受到研究人员的青睐[14]。所以研究新型柠檬酸钝化处理以提高奥氏体不锈钢焊接接头耐蚀性具有重要的工程价值。
本文通过电子背散射衍射 (EBSD) 和X射线衍射 (XRD) 对304L奥氏体不锈钢手工电弧焊和氩弧焊两种焊接接头组织结构进行表征,借助电化学实验和盐雾实验研究了焊接接头不同区域耐蚀性差异,采用不同配比的柠檬酸钝化液对焊接接头进行化学钝化处理,通过极化曲线表征钝化后焊接接头不同区域的耐蚀性,最后通过X射线光电子能谱 (XPS) 分析了不同配比钝化液表面处理后焊接接头表面钝化膜的成分,为奥氏体不锈钢焊接接头环保型钝化提供指导。
1 实验方法
实验焊接母材为304L奥氏体不锈钢,焊接材料采用耐蚀性更好的316L奥氏体不锈钢,两种不锈钢的主要成分见表1。其中,316L不锈钢的C含量较低,约为0.009%,且加入了较高含量的Mo、Ni等耐蚀合金元素。借助316L不锈钢作为填料,采用手工电弧焊 (HD) 和氩弧焊 (HWS) 进行焊接操作,要求焊接在一起的两块钢板必须与之前基材钢板在同一块板上下料,以保证实验的一致性。焊接好304L的钢板长为300 mm,宽为150 mm,厚度为8 mm。采用坡口式焊接结构,焊道层为四道,焊材选用E316L-16焊条。焊接参数见表2,焊接接头示意图见图1。
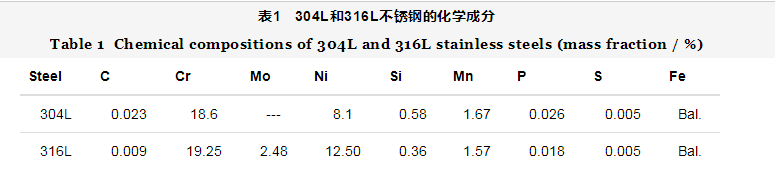
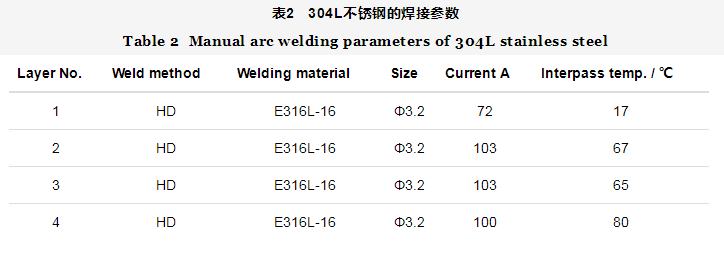
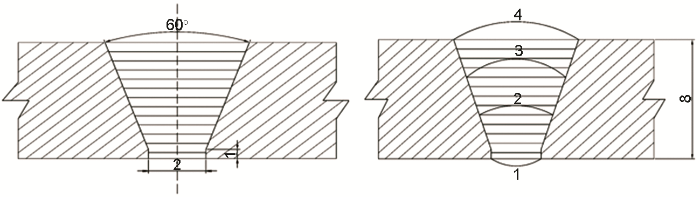
图1 304L不锈钢焊接接头示意图
沿焊接接头部位取样,机械抛光后,在80% (质量分数) 高氯酸+20%酒精配置的溶液中,用20 V电压电解侵蚀16 s,最后用酒精洗净并干燥。借助EBSD (AZtecHKLH EBSD) 对焊接接头基体 (BM)、热影响区 (HAZ) 和焊缝区 (WM) 进行组织形貌观察,焊接接头相分布通过XRD (SmartLab) 进行分析。盐雾实验按照GB/T 10125-1997中性盐雾实验标准在盐雾试验箱内进行,实验溶液为5% (质量分数) NaCl,实验温度为35 ℃。
配置绿色环保型钝化液,柠檬酸为3% (质量分数),双氧水含量分别为10%和20%,无水乙醇为双氧水的2倍。将两种焊接接头在10%和20%钝化液中分别钝化不同时间 (15,30和45 min)。电化学测试使用Modulab XM电化学工作站,采用传统三电极体系,饱和甘汞电极为参比电极,Pt片为阴极,焊接接头试样为工作电极;测试溶液为3.5% (质量分数) NaCl溶液,室温;开路30 min体系稳定后,测试极化曲线,扫描速率为0.1667 mV/s。借助XPS (PHI Quantera SXM) 研究不同浓度环保型钝化液钝化后焊接接头钝化膜的组成。XPS采用单色AlKα辐射源和半球形电子分析仪,操作能量为55 eV,使用标准峰 (C1s,285.0 eV) 对所有元素峰进行校正,最后使用XPS PEAK软件对实验结果进行拟合。
2 结果与讨论
2.1 奥氏体不锈钢焊接接头组织
图2为304L不锈钢手工电弧焊和氩弧焊的EBSD结果。可知,氩弧焊由于热输入量大,晶粒垂直于焊缝生长且快速长大,焊缝界面区域呈现明显的柱状晶,热影响区晶粒较手工焊热影响区晶粒尺寸大[15]。手工电弧焊热影响区平均晶粒尺寸在173.515 μm,氩弧焊热影响区平均晶粒尺寸达到了234.042 μm。手工焊基体和焊缝区晶粒尺寸相差不大,晶粒较均匀,而且手工电弧焊整体晶粒尺寸较氩弧焊的小。
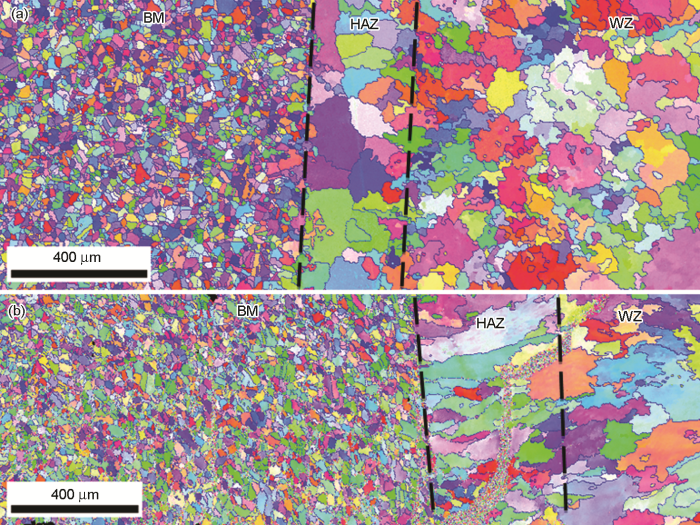
图2 304L不锈钢手工电弧焊和氩弧焊的EBSD结果
图3为焊接接头的XRD谱。可知,两种焊接工艺的焊缝区均由γ-Fe相和δ-Fe相组成,未生成有害相。氩弧焊由于热输入较大,组织中δ-Fe相峰值更明显。
图3 304L不锈钢手工电弧焊和氩弧焊的XRD谱
2.2 奥氏体不锈钢焊接接头耐蚀性能
图4为304L不锈钢焊接接头在含有3.5%NaCl 溶液中的动电位极化曲线。可见,随着电极电位的升高,阳极电流密度增大,表明在不锈钢焊接接头表面各区进行的是阳极活化溶解反应。当电极电位达到一定值后,相对应的阳极电流密度变化较小,焊接接头表面各区域分别开始进入钝化区,发生钝化过程[16,17]。在钝化过程中,试样表面形成致密的钝化膜,阳极电流密度的数值基本不随电极电位的增加而变化。
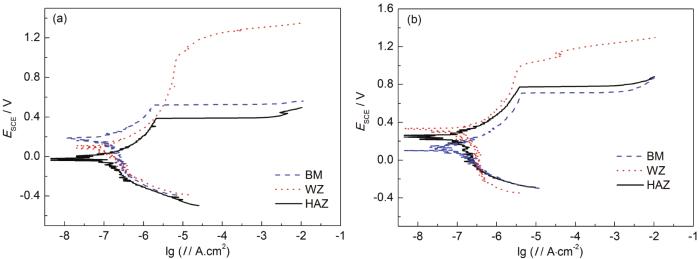
图4 304L不锈钢手工电弧焊和氩弧焊焊接接头的极化曲线
由图4a (304L-HD) 可以看出,焊缝金属为含高Cr和Ni的316L焊接材料,其表面易形成钝化膜而处于钝态,因此可以阻止腐蚀的进一步发生,焊缝区点蚀电位相对较高,而且没有明显的击穿[18,19];母材在焊接过程中受热影响较小,晶粒组织较均匀细小,点蚀电位高于热影响区的,耐蚀性相对较好。热影响区出现晶粒长大或混晶组织,具有较低的腐蚀电位、点蚀电位和较大的维钝电流密度,耐蚀性最差。由此可知304L-HD焊接接头的耐蚀性能由强到弱为:焊缝>母材>热影响区[20,21]。
由图4b可以看出,304L奥氏体不锈钢采用氩弧焊后热输入较大,冷却速率较慢,所以焊缝区域相稳定性较差,焊缝区域出现混晶组织,晶粒尺寸相对不均匀,所以焊缝区域点蚀电位低于手工电弧焊的;热影响区由于出现柱状晶组织,晶粒尺寸相对较大,耐蚀性较差。
图5为手工电弧焊和氩弧焊焊接接头经钢丝刷打磨后置于盐雾箱1 d后的腐蚀形貌。可知,手工电弧焊腐蚀较为轻微,主要在划痕处出现浮锈,热影响区腐蚀较为严重;氩弧焊后腐蚀较为严重,打磨划痕处出现明显的锈蚀现象,基体与热影响区腐蚀较为严重,局部出现微弱的腐蚀坑。
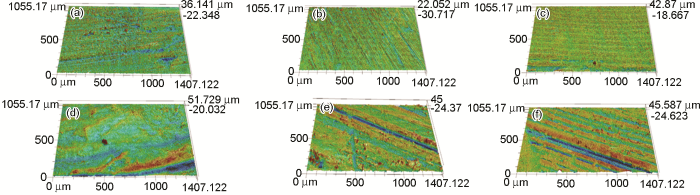
图5 304L不锈钢经不同焊接工艺焊接后接头盐雾实验1 d后的腐蚀形貌
2.3 奥氏体不锈钢焊接接头化学钝化
图6,7,8,9为焊接接头钝化后的动电位极化曲线结果。可以看出,焊接接头整体在柠檬酸的钝化下,点蚀电位明显提高。不锈钢经柠檬酸钝化后耐蚀性能有所提高,这是因为柠檬酸对铁的活性比对铬的活性强,使Fe和铁的氧化物优先溶解,钝化时可使不锈钢表面趋于均匀平衡,使Cr在不锈钢表面富集,从而提高不锈钢的耐蚀性能。
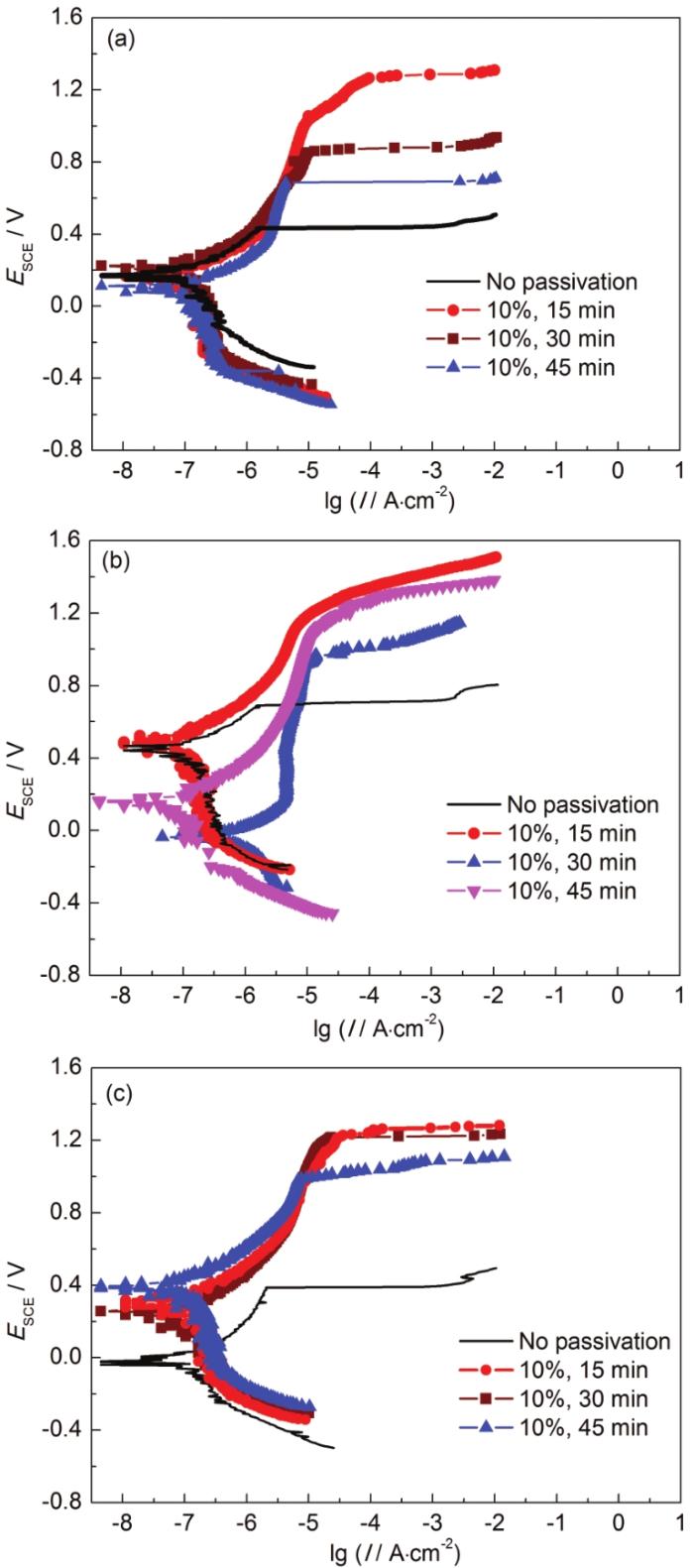
图5 304L不锈钢经不同焊接工艺焊接后接头盐雾实验1 d后的腐蚀形貌
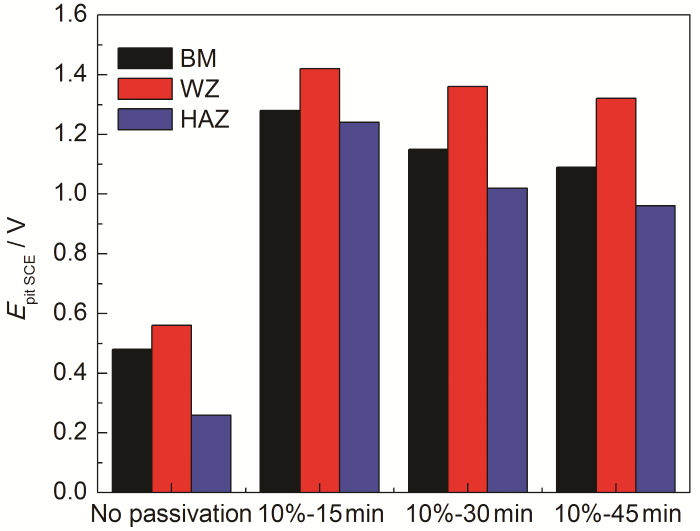
图7 304L-HD不锈钢焊接接头区经柠檬酸钝化后的点蚀电位
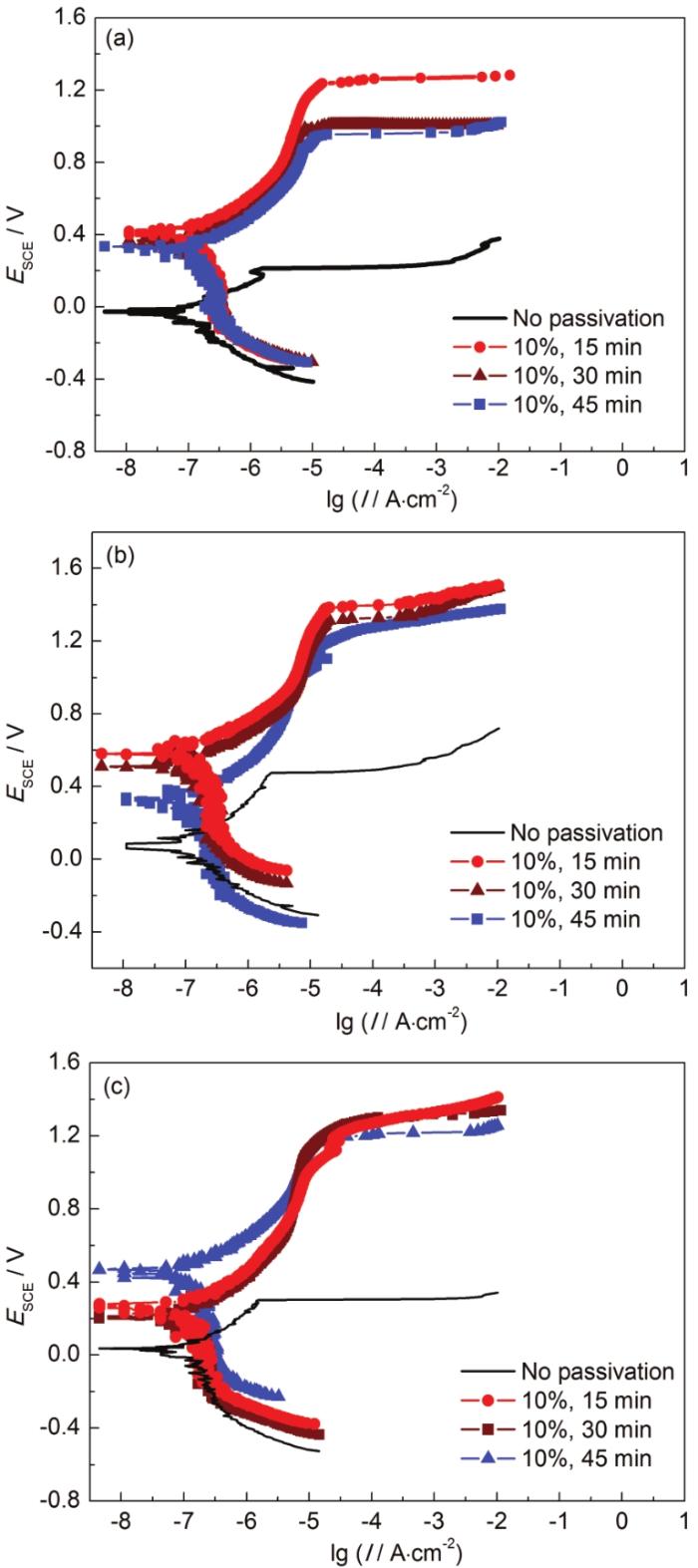
图8 304L-HWS不锈钢接头在柠檬酸中钝化后的动态极化曲线
图8 304L-HWS不锈钢接头在柠檬酸中钝化后的动态极化曲线
根据金属钝化理论,双氧水在金属钝化过程中调节金属表面的极化电位,将金属表面的极化点位控制在稳定钝化区,从而实现金属的钝化。相反,双氧水含量过高的话,电位继续移动,金属的极化电位将越过点蚀电位,这时金属表面将越过钝化状态,进入过钝化状态,此时金属将生成高价离子,会导致金属钝化膜的破坏[22,23,24]。对于304L不锈钢焊接接头,经10%双氧水钝化后,点蚀电位最高,焊接接头表面形成一层致密的钝化膜,阻碍金属的溶解,覆盖了电极表面,溶液和金属的接触面积大为缩小,腐蚀速率大大降低。增大氧化剂的浓度,使得金属表面附近溶液中的金属离子浓度降低,在一定程度上减弱阳极电化学极化,使得钝化了的金属重新处于活化状态。因此,10%双氧水中钝化效果相对较好。
此外,从图6,7,8,9中可以看出,在10%双氧水钝化液中,点蚀电位随着钝化时间的增大而降低,在15 min的钝化效果最好,超过15 min后钝化效果会逐渐下降。钝化膜的生成质量与钝化时间有很大关系,钝化时间过短,钝化膜的致密性就得不到保证,但过长又会使生成的钝化膜受到破坏。所以当双氧水浓度为10%,钝化时间为15 min时,焊接接头点蚀电位最高,耐蚀性最好。
2.4 焊接接头XPS分析
为了考察钝化液中双氧水比例对焊接接头钝化膜成分的影响,采用XPS对手工电弧焊焊接接头经不同配比钝化液处理后的表面钝化膜成分进行了分析。图10和11分别为经10%和20%双氧水钝化处理后表面钝化膜中Cr,Fe和O的全、窄幅扫描谱处理结果。对应结合能576.88和579.18 eV的峰,应为Cr2O3和Cr(OH)3,Cr2O3和Cr(OH)3有利于形成稳定的氧化物钝化膜,提高不锈钢的耐蚀性。对应结合能为574.11 eV的峰,应为Cr的原子形态,说明试样表面Cr并未完全氧化成膜。针对Fe2p峰,对应结合能为716.55 eV的峰,应为FeOOH;对应结合能为 711.07 eV的峰,应为Fe2O3;对应结合能为706.98 eV的峰,应为Fe的原子形态。711.07 eV处的峰最强,可知钝化膜中Fe以Fe2O3存在形态为主。对O1s峰分析得到两个拟合峰,其中对应结合能为532.00 eV的峰应为M-OH的形态,相应的化合物有Cr(OH)3,CrOOH和FeOOH等;对应结合能为530.51 eV的峰,应为M-O的形态,相应的化合物有Cr2O3,Fe3O4和Fe2O3等。试样表面钝化膜中O以532.00 eV处的峰最强,说明钝化膜内的O以M-OH的存在形态为主[25,26]。经20%双氧水钝化后,M-OH峰值减弱,耐蚀性较差。
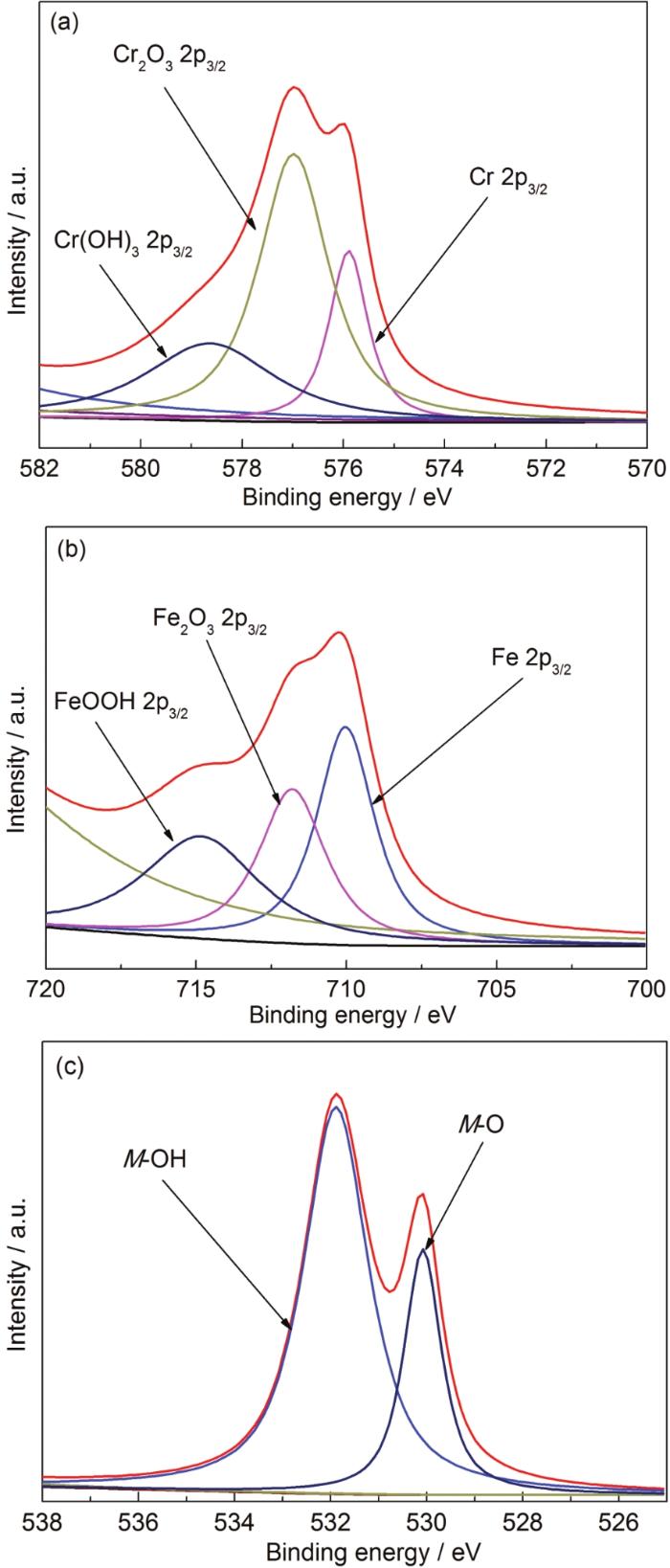
图10 经10%双氧水钝化后的304L不锈钢的XPS结果
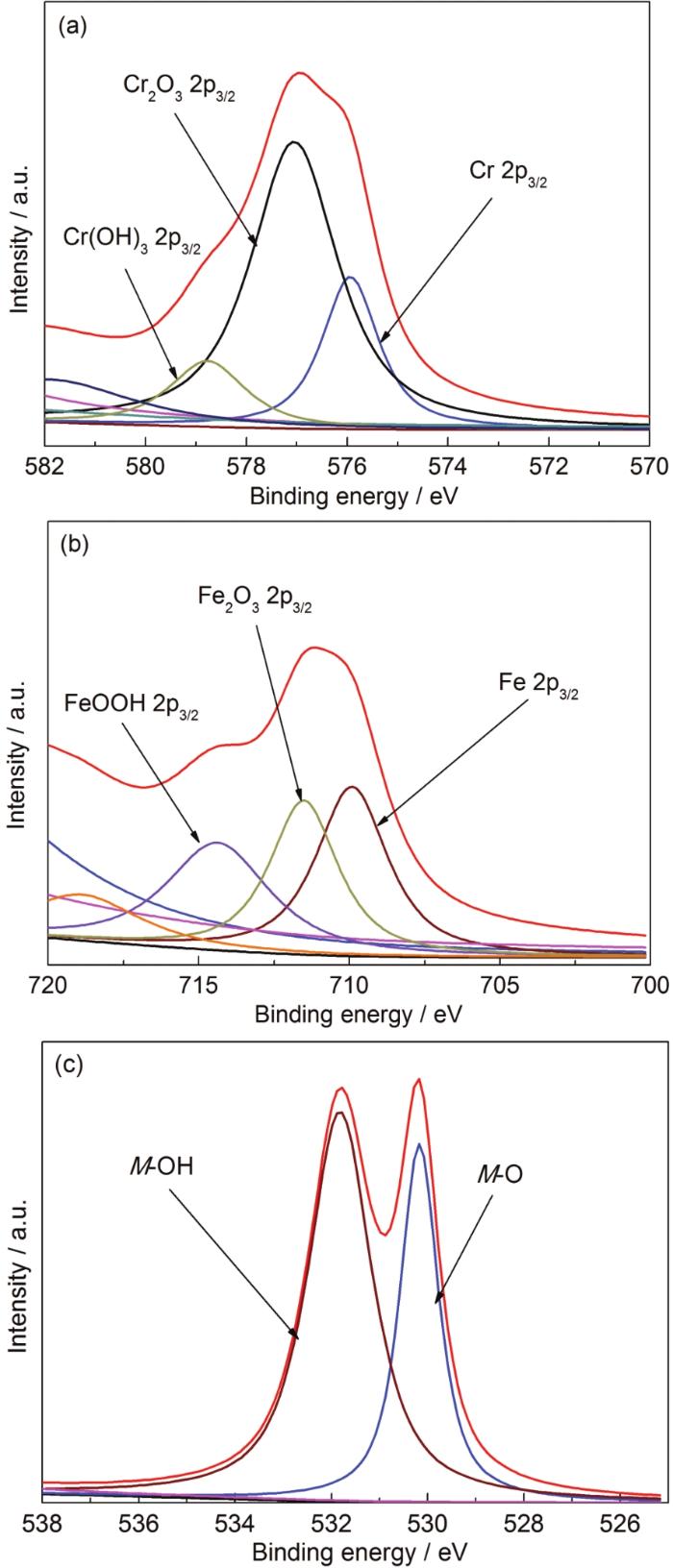
图10 经10%双氧水钝化后的304L不锈钢的XPS结果
由试样钝化后的XPS全谱和Cr,Fe和O的精细谱分析可知,试样表面钝化膜中主要有CrOOH,Cr(OH)3,Cr2O3,FeOOH,Fe3O4和Fe2O3形态化合物,其中Fe以Fe2O3存在形态为主。由Fe和Cr的氧化物和氢氧化物组成的钝化膜有效提高了试样表面的耐蚀性。此外,存在少量原子形态的Cr和Fe,构成了钝化膜的局部缺陷。
3 结论
(1) 手工电弧焊焊接接头晶粒尺寸相对较小,在模拟海洋大气环境下腐蚀较为轻微,耐蚀性较好;对于同一种焊接接头,焊缝材料为316L不锈钢时,合金元素含量较高,耐蚀性较好。由于热输入导致热影响区晶粒尺寸增大,所以耐蚀性强弱顺序为:焊缝>母材>热影响区。
(2) 当柠檬酸含量为3%,双氧水含量为10%,钝化时间为15 min时,焊接接头不同区域均具有更高的点蚀电位,钝化膜耐蚀性较好,钝化效果较为明显。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741