
典型轴承热处理技术应用
2020-08-05 15:19:03
作者:杨清泉 来源:热处理生态圈
分享至:


汽车用的轴承分为滑动轴承和滚动轴承两大类。滑动轴承主要用于发动机上。滚动轴承广泛用于汽车上的各个机械与电气总成上。滚动轴承有球形及滚子两种,按照承受负荷的大小及方向不同又分为向心轴承和推力轴承,向心轴承适合承受径向(重直于轴心线)负荷,推力轴承适合承受轴向(平行于轴心线)负荷,还有一种同时承受径向和轴向力的向心推力轴承。其实,现在几乎所有的滚动轴承都可以在一定条件下同时承受径向负荷和横向负荷,只是偏重于哪一方面或者两者兼顾。滚动轴承主要分有滚珠轴承、滚柱轴承和滚针轴承,按照作用不同分置在汽车上的各个部位。由于轴承的种类比较多,在这里以常用的典型的滚动轴承为代表介绍此类轴承的热处理技术的应用。
1.滚动轴承使用要求
滚动轴承品种很多,但结构上一般均由外套、内套、滚动体(钢球、滚柱、滚针)和保持架组成。滚动轴承大多在集中、高载荷,并承受交变应力,以及高转速下服役。其失效的主要形式是疲劳和磨损。滚动轴承的轴承圈及滚动元件一般用高纯度的特种铬合金钢制成,主要是GCr15钢和 GCr15SiMn钢,其中GCr15钢用量最大。热处理对提高滚动轴承内在质量及延长使用寿命起着至关重要的作用,在这里以GCr15钢为材质的热处理技术应用来和各位同行交流。
2.生产工艺
以规格型号:TM6305、TM6205、TM6206、TM6207等此类轴承为例的主要生产工艺流程如下:
(1)外圈加工
原材料(轴承钢棒料)下料→球化退火→锻造(热锻或高速锻)→超细化处理→粗车加工→精车加工→强化热处理→抛丸→双端面粗磨→无心磨粗磨→粗磨外沟→补充回火→深冷处理→双端面精磨→无心磨精磨→精磨外沟→精研外沟→零件终验→打标识、零件清洗。
(2)内圈加工
原材料(轴承钢棒料)下料→球化退火→锻造(热锻或高速锻)→超细化处理→粗车加工→精车加工→强化热处理→抛丸→双端面粗磨→无心磨精磨→粗磨内沟→粗磨内孔→补充回火→深冷处理→双端面精磨→精磨内沟→精磨内孔→精研内沟→零件清洗。
(3)装配(内圈、外圈、钢球、保持架)
合套→铆压→成品退磁清洗→全检测振动值→全检游隙→全尺寸、外观检验→防锈包装。
3.预备热处理工艺
针对GCr15钢含有较多的铬碳化物形成元素,含碳量、含铬量都很高的特点,设定了如下预热处理工艺:
(1)钢材下料后在锻造前进行等温球化退火工艺,如图1所示。使用型号为GKT -50的辊底式真空锁气连续退火生产线,球化后,组织为点状和球状珠光体,硬度:185~207HBW。球化退火后达到细化碳化物的目标。
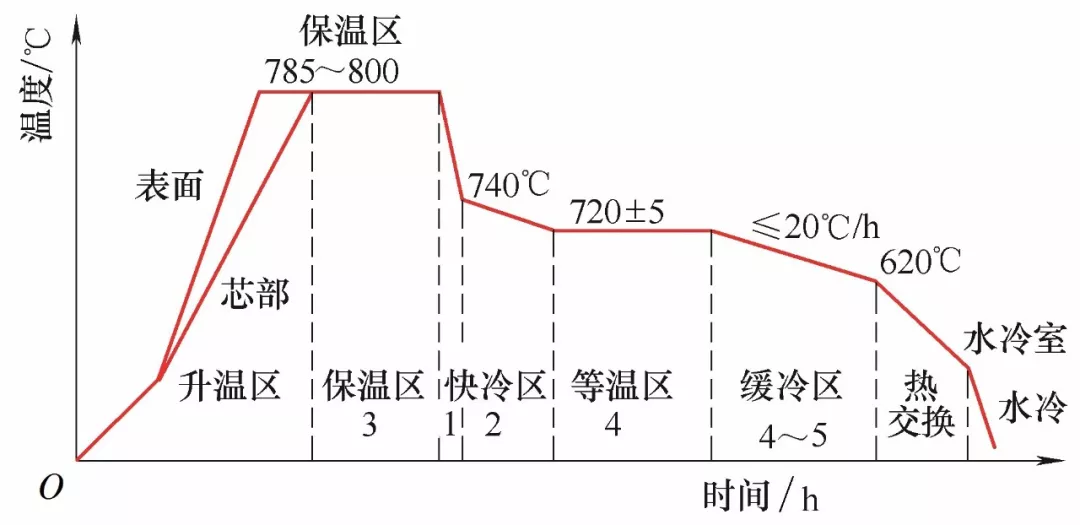
图 1
(2)锻造后毛坯碳化物的超细化处理工艺,如图2所示。为了降低能耗,利用锻造余热,保证轴承工件毛坯终锻温度在850~900℃,然后加热到1050℃固溶,使碳化物溶解,并使成分均匀化,然后淬入等温槽在310℃进行等温转变获得下贝氏体组织,再将等温转变完成后的工件进行短时间的等温球化。经过这样处理的工件毛坯具有超细化的碳化物,碳化物的外形比较圆整,分布也比较均匀,也有利于消除或减轻带状偏析等不良缺陷。
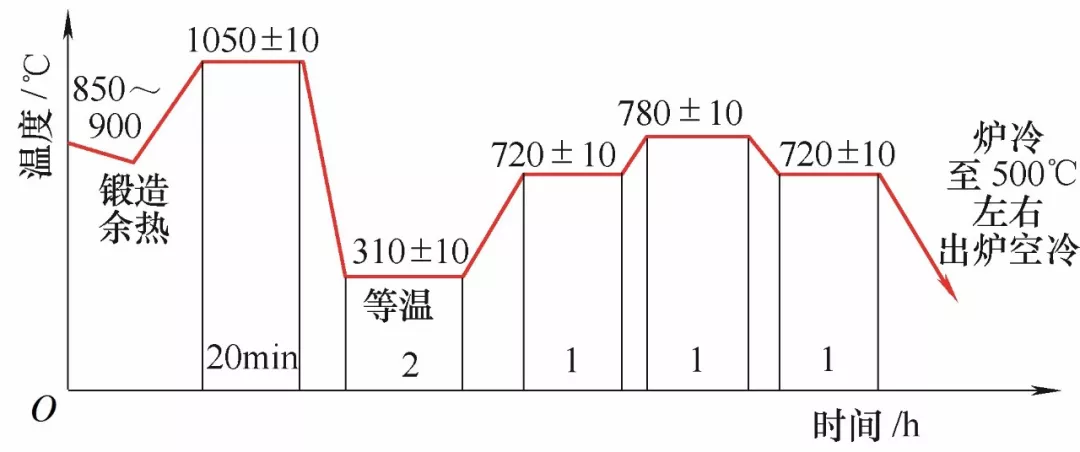
图 2
4. 碳氮共渗工艺
针对GCr15钢的特点和滚动轴承的服役条件,考虑到此类汽车轴承的载荷比较大的使用特点,内圈、外圈采用了碳氮共渗工艺:
为了降低热处理成本,我们特别开发了适合碳氮共渗的连续式网带炉进行碳氮共渗处理,具体参数为:加热温度:835℃±5℃,最后一区温度降为825℃±5℃;碳势:1.3%C,最后一区1.2%C;从入炉到加热完成总时间:420min;CH3OH:2000mL/min;NH3:2L/min;使用分级淬碳氮共渗工艺火油淬火,油温:110℃±5℃;清洗:60~80℃;冷处理:5~15℃;回火:190℃±5℃(外圈:210℃±5℃),回火时间:180 min。经过上述碳氮共渗处理后的工件检测结果为:表面硬度:基准(61~65HRC),实绩63HRC;渗层深度:基准(≥0.25mm),实绩0.4mm;金相组织:碳化物1级、马氏体1级(见图3、4)。针对滚动体的特点我们也特别开发了新的碳氮共渗的设备,能够使滚动体深层比较均匀,使用和内圈相似的碳氮共渗的工艺,达到了强化的效果。
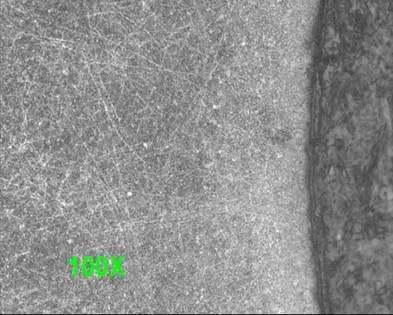
图3 GCr15钢碳氮共渗,淬、回火的表层组织(100×)
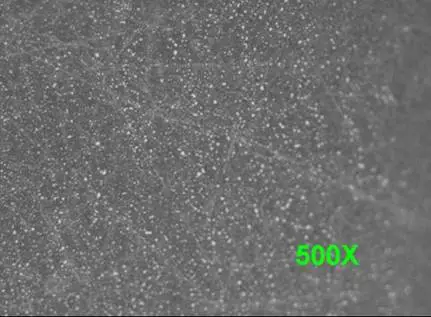
图4 GCr15钢碳氮共渗,淬、回火的表层组织(500×)
为了消除精加工前的机加工过程产生的应力,增加了一次180℃、4h的补充回火。为了减少淬火组织中残留奥氏体的含量,并使剩余的残留奥氏体趋于稳定,从而增加尺寸稳定性进行了-50℃、1.5h的深冷处理。
5使用效果
应用了上述的热处理工艺后的滚动轴承与未经过强化的同型号的滚动轴承,经过发动机台架400h耐久测试后对比的照片如图5所示,经过强化后的轴承耐磨损效果明显,使发动机轴承的使用寿命增加明显。

(a)强化 (b)未强化
图5 发动机台架耐久测试后的强化轴承与未强化轴承
5.结语
通过应用等温球化退火、超细化处理的预处理工艺细化并均匀化了碳化物,很好的改善了带状偏析,再经过对内圈、外圈、滚动体的碳氮共渗的强化热处理,以及经过减少机加工过程中的应力的补充回火和提升尺寸稳定性的深冷处理使发动机滚动轴承具有了极高的耐磨性及耐久使用寿命高的特点,提升了使用者的安全性。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741