
油气管道内腐蚀风险介绍之五:焊缝腐蚀
2020-07-27 13:38:21
作者:夸克能源 来源:夸克能源工程实验室
分享至:


一、现状及危害
在油气运输中,焊接是管道连接中最基本、最普遍的连接工艺之一,但往往也是管道中比较薄弱的地方,它不仅表现在强度、刚度方面,而且由于设计或焊接上的缺陷,焊缝又成为腐蚀加速进行的温床。这就是油气运输中跑、冒、滴、漏甚至断裂等现象多发生在焊接部位的直接原因,轻者引起输送系统瘫痪,影响生产;重者发生泄漏或爆炸事故,给生态环境造成严重破坏,甚至人员伤亡。


二、腐蚀机理
海水输送管道中的工作介质是海水,在海水中管道焊缝及热影响区极易发生点蚀、晶间腐蚀等局部腐蚀,如果焊缝处有拉应力存在,还会发生应力腐蚀。
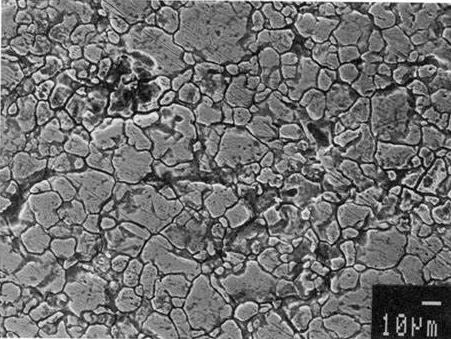
01 晶间腐蚀
首先,焊接过程由于是一个不均匀的加热和冷却的过程,这种过程必然会造成热影响区组织和性能的不均匀性,特别是在过热区晶粒变大,腐蚀便沿着晶粒边界腐蚀出一条窄缝,使晶粒间的结合力大大削弱,腐蚀量虽然很小,但强度下降很大,这便是焊缝腐蚀中常见的晶间腐蚀。
02 点腐蚀
点腐蚀是由于氯离子(Cl-)引起的虫眼状局部腐蚀,主要是因为金属表面或内部存在缺陷, 如焊渣、腐蚀产物、夹杂物、贫铬区、晶界、位错在表面暴露出来,使钝化膜在这些地方首先破坏,进而该局部遭到严重的阳极腐蚀。

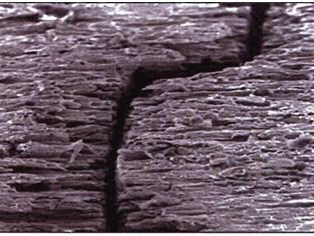
03 应力腐蚀
海管管材导热性差,线膨胀系数大,就会产生较大的焊接残余应力。管道与含大量氯离子的海水,在焊接残余拉应力下容易产生裂纹,而使焊接构件渗漏,直至断裂。
三、防腐管控
01 调整不锈钢管道的化学元素成分
a)在不锈钢管道中加人钼、硅、锰、钒或者稀土元素合金化,能有效地增大抗点蚀能力。钼能降低致顿电流,使致顿电位负移,维顿电流降低,可使点腐蚀电位向正的方向移动,从而抵抗氯离子产生的点腐蚀。但钼含量过多则会降低不锈钢的韧性。表面钝化膜中的硅和钼因改善了钢的钝化性能而使钢耐蚀。同时,硅能显著提高不锈钢在海水中的耐应力腐蚀性能。但是钢中含硅量不宜过高,否则会显著降低钢的加工性能。
b)降低不锈钢中碳和氮的含量,能提高其抗点蚀、缝隙腐蚀以及晶间腐蚀等局部腐蚀的能力。氮是形成不锈钢管道的元素之一,但氮在钢中能形成氮化物,易产生点蚀,因此在不锈钢中降低氮含量,可显著提高不锈钢的耐蚀性能。碳是造成晶间腐蚀的主要元素,使钢中碳含量降低到固溶度以下,使碳化物无法沉淀或者比溶解度稍高,只有微量碳化物在晶界沉淀,不足引起晶间腐蚀破坏的危害。
c)加入稳定碳的元素。要从热力学上避免晶界Cr23C6的沉淀,除升降碳外,便是在钢中加入能够形成很稳定碳化物的元素, 最常见的有钛和铌。TiC在γ中的固溶度很低,在760℃已使γ中C含量降到0.005%以下。
02 进行热处理、机械处理及改善焊接工艺
a)减小焊接线能量
在焊接工艺方面,采用小电流,大焊速,短弧,直道焊接。这样,在敏化温度区停留时间短,焊丝或焊条芯中所含对氧亲和力大的合金元素 Ti、Nb、Cr、Al等烧损少,有利于防止晶间腐蚀。多层多道焊时,层间温度不宜过高,应待先焊的一层完全冷却后(<60℃),再进行下一层焊接,且层间接头错开。
b)加快接头的冷却
焊件焊前不预热,焊后应尽可能加快接头的冷却,如在施焊过程中,在焊缝背面加紫铜垫板等,甚至条件允许还可用水冷等强制措施,使焊接熔池热量减少, 从而减少接头在危险温度 (450℃ ~ 850℃) 的停留时间,防止晶间腐蚀产生。
c)合理安排焊接顺序
多层焊和双面焊时,后一条焊缝的热作用可能对先焊焊缝的过热区起到敏化温度加热的作用。为此,双面焊缝中与腐蚀介质接触的一面应尽可能最后焊接。焊缝布局上应尽量避免交叉焊缝,减少焊缝接头。与腐蚀介质接触的焊缝若无法安排最后焊接,则应调整工艺参数,使后焊焊缝的敏化区不与第一面焊缝表面的过热区重合。
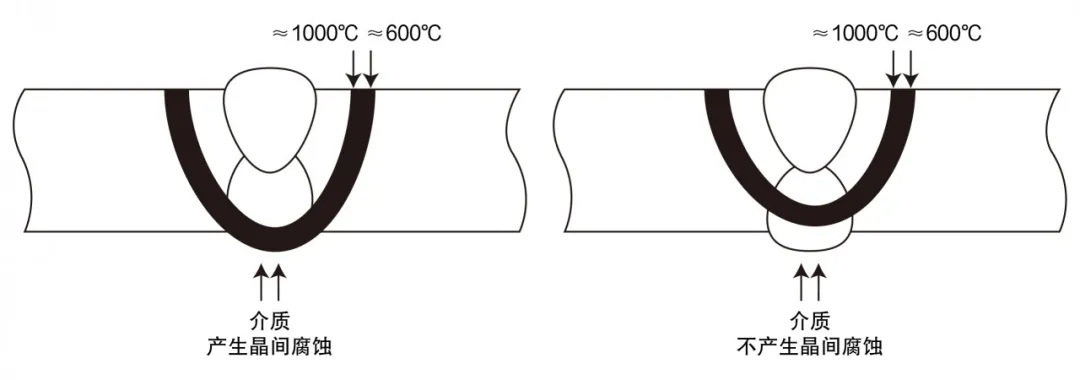
▲第二面焊缝的敏化区对晶间腐蚀的影响
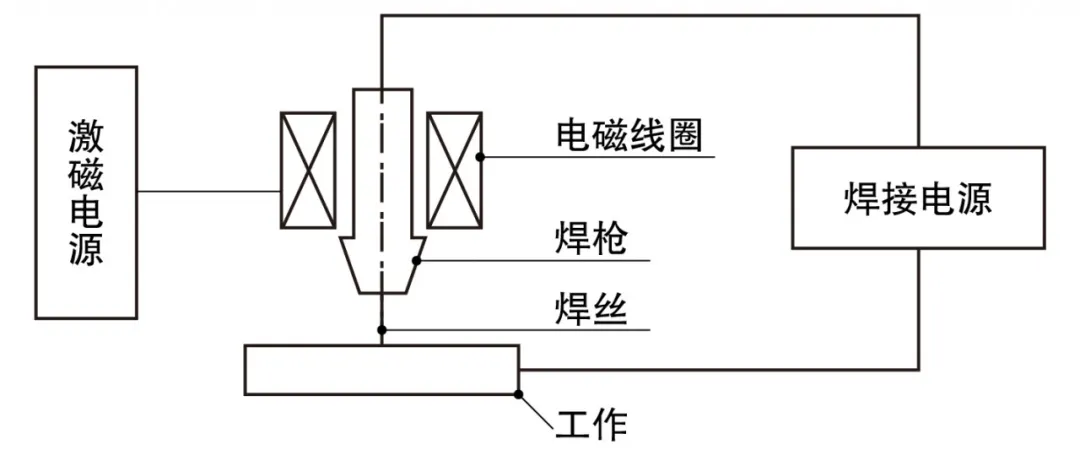
d)焊接时采用磁控技术
利用外加磁场对焊接中熔滴的过渡、熔池金属的流动、熔池的结晶形核及结晶生长等过程进行有效地干预,使焊缝金属的一次结晶组织细化,减小化学不均匀性,提高焊缝金属的塑性、韧性和均匀耐腐蚀性,降低结晶裂纹和气孔的敏感性,从而提高焊缝金属的性能,全面改善焊接接头的质量。另外,脉冲磁处理法可以降低焊接试样的残余应力,从而减少了发生应力腐蚀的可能性。
e)消除焊缝处的拉应力
可以通过机械加工、喷丸、喷砂及适当的冷变形处理等工艺,使焊缝及附近区域表面处于残余压缩应力状态,抵消或部分抵消了拉应力的作用,对抑制应力腐蚀是有益的。
03 管道表面防护涂层
管道表面涂层的实施从两个方面考虑,一是指焊接前在坡口两侧一定范围 内喷涂焊接防飞溅剂,二是在管道内壁焊缝及附近区域喷涂防腐涂层。
焊接飞溅的焊渣落在钢体表面上容易形成点腐蚀,因此焊后一般要彻底清理焊渣及其它杂质。但是传统的手工铲除劳动强度大,工效低,而且易损伤工件表面。如果焊接之前在坡口两侧一定范围内一般为坡口两侧左右喷涂焊接防飞溅剂,焊接时溅落在涂有防飞溅涂料的金属表面上的飞溅物可自动脱落,或者轻轻一碰 即可除掉,这样可大大提高工效,降低劳动强度,提高工件表面质量,从而避免由飞溅物引起的点腐蚀及其它腐蚀。现在市场上已经有此类产品。
焊后,对管道 内焊缝及附近清理后补涂防腐涂料。目前防腐涂料多种多样,应根据具体情况选择合适的防腐涂料。对大口径的管道,施工人员可以进到管道内补涂,而对小口径的管道,只有通过机械或者别的方法来完成内防腐层补口。目前管道内防腐层补口技术有车载式、短管、记忆合金热胀套、真空负压式、牺牲阳极法等。
04 缓蚀剂
在海管介质中添加合适的缓蚀剂可以一定程度上改变管道内部介质中氯离子及氧的含量,从而可以减轻焊缝及热影响区的腐蚀。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741