
【钢构知识】英国耐候钢钢桥技术
2020-02-21 14:12:57
作者:zjwcj 来源:钢结构设计
分享至:


对于大多数耐候钢桥,就这种效应而言,唯一需要考虑的领域是钢梁与结构支座之间的连接。
对于在普通结构钢支座上耐候钢钢梁的情况,两种金属的反应性之间没有显着差异,并且由于普通结构钢支座 已经涂漆,不与电解质接触,因此不太可能发生双金属腐蚀。
对于在不锈钢支座上耐候钢钢梁的情况,两种金属的反应性之间存在显着差异,并且由于两种金属都未涂覆, 因此有可能与电解质接触。然而,与小型不锈钢支座相比,耐候钢的表面积(其将优先腐蚀不锈钢)是巨大的 。此外,支座通常是遮蔽的,因此很少存在电解质。因此,双金属腐蚀的水平不太可能非常显著。

Interfaces_Metal
但是,建议密封不锈钢支座和耐候钢锥形支座板之间的界面,这会降低局部双金属腐蚀的水平。密封剂消除了 与裂缝相关的加速腐蚀的风险,并有效地断开了电路,降低了双金属腐蚀水平。如果电路完整,水膜必须从支 座延伸到密封剂的表面上并延伸到锥形板上。
与人的接触

Interfaces_People
在锈蚀成的早期阶段,如果公众依靠或刷过钢结构,则存在腐蚀产物可能污染衣服的风险。随着锈蚀时间的推 移,这种风险将会降低,但它始终存在。腐蚀产物污染衣物的可能性取决于“绿锈”的性质。粘附的细粒“锈 绿”不太可能污染衣物,而粗的铁锈颗粒更容易剥落。值得注意的是,耐候钢的表面纹理与粗砂纸的表面纹理 之间可能存在相似之处。因此,存在接触也可能对衣物造成磨损的风险。

Angel_of_the_North

Lincluden_Viaduct
因此,需要仔细设计扶手或其他障碍物的构造细节,以尽量减少公共和耐候钢之间接触的风险;可采用木扶手 或涂漆钢扶手或镀锌钢扶手。请注意,为了避免双金属腐蚀,金属扶手必须与耐候钢隔离。
然而,有些情况下,暴露的耐候钢表面与公众必须接触,这需要在耐候钢表面进行“抛光”,例如,人们喜欢 坐在'北方天使'的脚下。
制造与安装问题
焊接连接
所有接头,包括角焊缝,都应连续焊接,以避免水分和腐蚀陷阱,如裂缝。结构耐候钢的焊接类似于传统结构 钢的焊接,但耐候钢通常具有较高的碳当量值(CEV),在根据EN 1011-2 研究焊接工艺规范时需要考虑这一 点。
BS EN 1090-2 对钢结构的执行要求是耐候钢焊接应使用“匹配”消耗品(见下表)。 与焊条相关的术语“匹 配”有点误导。 实际上,它意味着焊条形成的焊缝与母材相似的方式耐候。
焊材匹配方案表
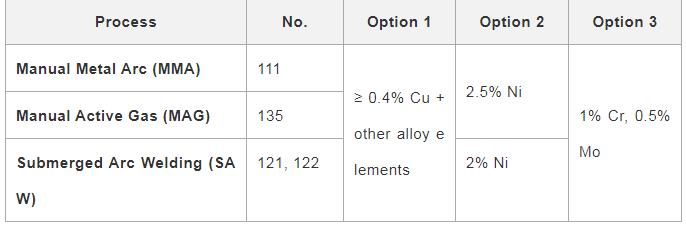
然而,在实践中已经表明,在某些情况下最好避免使用匹配焊条,因为所得到的焊接金属变得富含铜,并且如 果焊接也受到限制,这可能导致困难。对于以下情况,应使用C-Mn耗材,因为耐候钢合金元素足够释放到焊池 中以提供所需的耐腐蚀性:
使用SAW(121至125)和MAG(135和136)工艺,单道角焊接焊脚长度可达8 mm
对接焊缝采用每侧一次成形
平头对接焊缝采用SAW(121至125)的“穿通”(punch-through) 技术
注意,对于熔透8 mm焊脚角焊缝提供与普通10 mm角焊缝相当的强度。
前两种情况见公路工程规范第1805.5节。
对于多道角焊缝和对接焊缝,焊缝的主体可以使用C-Mn焊条制成,用“匹配”焊条盖面,但重要的是任何暴露 的翼缘也应该用“匹配”焊条盖住。
然而,使用半自动SAW工艺和“匹配”焊条的多道对接焊缝给出了令人满意的结果。这种焊接通常用于腹板和 翼缘板中的预装配对接,因此不受限制。这种对接板通常随后在焊接后切割成它们的最终形状,因此在整个焊 缝厚度上具有完全耐候性是有用的。
剪力钉
接剪力钉并无耐候钢材质的,并且实际上不需要具有“耐候”特性,因为它们完全包裹在混凝土中。因此,传 统的剪力钉可用于复合耐候钢板梁,并且使用与传统结构钢板梁相同的拉弧焊接工艺。然而,耐候钢通常具有 较高的CEV,这在研究焊接工艺规程时需要考虑,并且可能导致需要在耐候钢板梁的顶部翼缘板上额外预热, 特别是对于提供高散热性能的厚翼缘板。
螺栓连接
所有螺栓连接都应使用符合ASTM F3125,A325级,3级或等效标准的耐候等级高强螺栓、螺母和垫圈。应该使 用“部分旋转法”拧紧它们。螺栓不适用于扭矩方法,BS EN 1090-2 禁止使用直接张力指示器(负载指示垫 圈,DTI法),因为会产生裂缝,成为腐蚀陷阱。
喷砂清理至Sa2,符合最低标准BS EN ISO 8501-1 ,并应在制造后和现场交付之前进行,以协助形成均匀的锈 蚀。应避免使用油漆、蜡或蜡笔等在制造和安装过程中标记钢结构,因为这些难以清除,并会干扰耐候过程。 注意,水基涂料可用于标记,因为它在喷砂清理期间易于除去。
安装
现场应小心存放和处理钢结构,以确保不会损坏发展中的铁锈。虽然“锈绿“将重新形成,但在此之前它将显 得不均匀。此外,应避免从桥面板混凝土操作中进行灌浆,因为它们会对钢结构产生不利影响,并且可能需要 在现场安装后进行最后的喷砂清理。在施工期间,应保护桥墩和桥台免受锈蚀,因为“铜锈”是通过将它们包 裹在保护膜中形成的,直到进行最后的施工检查。

Shiremoor_Bypass
注解:部分旋转法
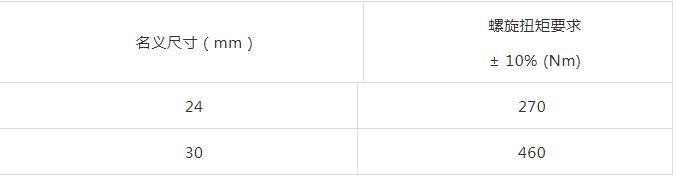
部分旋转法是高强螺栓施拧的一种方法,类似于组合方法,更大程度上依赖于旋转而更少依赖于扭矩。 因为 它主要依靠旋转来实现特定应变,并因此实现预加载,所以该方法不适用K1或K2类组件。 “公路工程规范” 中规定的方法已经针对尺寸为M24和M30的8.8级螺栓进行了验证。 通过部分转弯方法收紧包括两个步骤: 1. 使用扭矩扳手进行第一次拧紧步骤。 扳手根据下表设定扭矩值。 在开始第二步之前,必须在一个连接中完成 所有螺栓的第一步。
部分旋转法初始扭矩要求
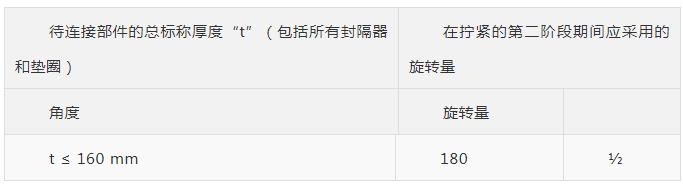
第二个最终拧紧步骤,其中将指定的部分旋转应用到螺栓组件。 在第一步之后,永久地标记螺母相对于螺栓 螺纹的位置,从而可以容易地确定螺母在该第二步骤中相对于螺纹的最终旋转量。 第二步是根据下面给出的 值。
部分旋转法的主要优点是它是一种应变控制方法,因此几乎完全独立于螺母和螺栓组件的摩擦和扭矩特性。部 分转弯方法引起一个特定的应变(与零件旋转量和螺距相关),该应变远远超过弹性极限,并使螺栓进入荷载 伸长率曲线相对平坦的区域,从而导致螺栓的预加载荷仅有微小的变化(误差)。
这种一致性为钢结构承包商和客户提供以下好处:
可预测性:预应力总是超过规定的最小值
可靠性:易于控制和现场监督
经济性:现场无校准,减少返工风险,降低成本
多功能性:适用于非合金钢和耐候钢桥
检查
使用螺栓的成本的很大一部分与检查有关。这是有效使用高强螺栓的关键,因此应严格按照BS EN 1090-2 的 要求进行,或者根据公路工程规范的规定采用部分旋转法。
涂装
英国有一些案例,因美学原因,部分耐候钢钢桥外梁的外表面已被涂漆。 然而,美学论证是主观的,并且对 耐候钢进行涂漆会增加结构的成本和未来的维护要求。 在某些情况下,外表面的涂漆对于允许在大气环境中 使用耐候钢是必不可少的,否则会妨碍材料的使用,如海洋环境中箱梁的外表面。
在需要涂漆耐候钢的地方,应使用与普通结构钢相似的油漆涂料和类似的表面处理。 新型耐候钢上涂料的预 期寿命至少相当于普通结构钢上相同涂料的寿命,甚至可以认为寿命会更长,因为耐候钢将抵抗受损油漆区域 下的任何缓慢进行的腐蚀。

overidge_Bypass
检查、监控和维护
所有桥梁都需要例行检查,监控和不定期维护,以确保满意的性能。在这方面,耐候钢钢桥也不例外。但是, 重要的是要尽早识别这些桥梁偶尔易发的任何具体问题,以便采取适当的补救措施。
桥梁检查
耐候钢钢桥的视觉检查应由经验丰富的检查员至少每两年进行一次。 “绿锈”的表面状况是性能的良好指标 。附着的细粒铁锈“绿锈”表明腐蚀以可接受的速率进行,而粗糙的层状锈层和剥落表明不可接受的耐候钢性 能。在视觉检查中需要寻找潜在问题的其他迹象,需要调查的领域包括:
伸缩缝泄漏
积累污垢或碎屑
由于植被过度生长,表面会留下水分
排水系统故障
混凝土/钢界面密封胶的劣化
螺栓连接处的腐蚀产物过多
如果目视检查发现任何严重问题,应追查原因并尽快纠正问题。
监测钢板厚度
耐候钢钢桥的腐蚀速率应每6年监测一次,通过测量结构上特定临界点的剩余钢材厚度。这些点应在竣工图纸 或桥梁维护手册中定义。还应记录在施工期结束时进行的原始测量厚度。
如果在18年的时间之后,结构寿命期间的截面损失超过原始预留量,则可能需要采取补救措施。建议采用18年 这一年限,因为最初腐蚀速率很高,“绿锈”形成,然后减慢到更具特征的速度。
应使用专业的便携式超声波设备进行钢材厚度测量,该设备不会损坏保护性锈蚀“绿锈”。典型的仪器具有体 积小、重量轻、电池供电并具有数字显示器(例如Cygnus 2仪器)等特点。这些仪器需要使用耦合剂材料,将 来自探头的信号通过绿锈传递到钢中;水性的或易于除去的材料,例如壁纸膏或甘油,可以有效地做到这一点 。这种仪器精确到+/- 0.1毫米。

Cygnus_2_gauge
例行维修
在可行的情况下,应通过低压水洗定期清洁被大量积累的鸟粪、污垢或碎屑污染的表面,注意不要破坏保护性 “绿锈”。如果观察到鸟粪持续积累,则应采取措施阻止鸟类栖息在结构上。
在除冰期结束时,如果在实践中发现氯化物会对“绿锈”稳定性产生不利影响并导致过度腐蚀,须进行清洗, 这种清洁应每年进行一次。
应移除悬垂的植被,避免导致连续潮湿,并应定期清理排水系统。任何泄漏都应追溯到其来源,并且应修理或 更换排水系统或接头。最后,如果有证据表明在螺栓连接处有裂缝,则应使用适当的密封剂密封接头的边缘。
Westgate_Bridge
补救措施
如果耐候钢钢桥不能令人满意地进行防腐,则可以进行修复。钢结构可以进行喷砂清理,去除锈蚀“绿锈”并 使用与普通结构钢桥相似的涂漆系统进行涂漆(仅受影响的部分或整个结构)。或者,钢结构可以通过专有的 外壳系统进行保护。
注意,为了实现涂料涂层的预期预期寿命,进行正确的表面处理至关重要。这通常需要湿式喷砂清理,因为难 以从表面上的腐蚀坑底部除去所有可溶性盐。

Repair_after_joint_leak
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章


