



不锈钢具有良好的力学性能和机械加工性能,耐蚀性能优良,在不同行业中应用十分广泛。点蚀是金属材料表面的局部区域发生溶解,形成蚀坑,是金属材料失效的主要形式之一[1,2,3,4,5]。点蚀通常发生在含有侵蚀性阴离子特别是含有Cl-的溶液中,蚀孔具有口小孔深、不易发现的特点,具有极大的安全隐患[6,7,8,9,10]。
国内外的许多学者在研究不锈钢点蚀的过程中观察到,在点蚀孔产生和生长的过程中其周围的溶液发生改变。Vetter等 [11]研究认为,点蚀开始是在蚀坑表面电解质成分发生变化的情况下进行的。Williams等[12]提出的局部酸化模型认为,金属表面的酸度由于波动而局部升高,可能导致钝化膜在活性点被破坏而形成亚稳蚀孔,亚稳蚀孔能否转变为稳态点蚀取决于活性点周围是否保持足够的浓度梯度。Liu等[13]利用pH值荧光探测技术研究铁局部腐蚀,用荧光强度的大小表征腐蚀产物浓度的高低,结果表明腐蚀产物浓度在蚀坑附近比较高。Zuo等[14]研究认为,随着金属表面粗糙度的减小,金属表面亚稳蚀孔的形核率降低。这是因为表面粗糙度影响了蚀孔表面腐蚀产物的扩散,使腐蚀产物在蚀孔表面的浓度不同,进而影响到不锈钢的点蚀行为。Burstein等[15]提出基于稳定积的稳态点蚀判断标准,认为蚀孔内离子浓度达到饱和溶解度的75%~80%才能继续生长,否则将会钝化。黄世新等[16]认为304不锈钢在不同浓度的FeCl3模拟液中,自腐蚀电流密度随着Fe3+浓度的增加而增加;Fe3+浓度达到3 mol/L时,电流密度达到最大值。
如上所述,很多实验结果和理论都指向点蚀产物的浓度对点蚀的产生和生长有重要的作用。因此,本实验通过设置不同搅拌转速来改变蚀孔周围的点蚀产物的浓度,来研究其对点蚀产生和生长的影响。搅拌速度越高,搅拌强度越大,点蚀产物被迁移走的就越多,蚀孔周围点蚀产物的浓度就越低。
1 实验方法
1.1 实验材料
实验材料为304不锈钢,其化学成分 (质量分数,%) 为:C 0.035,Si 0.520,Mn 1.180,P 0.036,S 0.026,Cr 17.59,Ni 8.030,Fe 72.60。热处理工艺为:1060 ℃保温0.5 h,水冷;650 ℃保温2 h,空冷,以提高试样的点蚀敏感性。将304不锈钢线切割成直径为1和3 mm、高度是10 mm的圆柱体,表面清洗以去除油污,在非工作面焊接导线,用环氧树脂封装。试样工作面经400~2000# Al2O3水砂纸打磨后,依次用酒精、丙酮、超声清洗,然后经去离子水冲洗、吹干。
1.2 测试方法
利用分析纯NaCl、去离子水配置3.5% (质量分数) NaCl溶液。电化学测试在Autlab PGSTAT302N电化学工作站上完成,采用经典的三电极体系,饱和甘汞电极 (SCE) 为参比电极,辅助电极为Pt电极。因为304不锈钢在3.5%NaCl溶液中的稳定钝化区是0.03~0.5 V,所以实验1采用直径为3 mm的电极,在0.15 V (SCE) 电位下进行恒电位极化,极化时间是1000 s,时间间隔是0.1 s,统计峰值电流、峰值宽度、亚稳态点蚀个数;实验2采用直径为1 mm的电极,在0.45 V (SCE)[17]电位下进行恒电位极化,获得单个蚀孔的时间-电流曲线,实验后用显微镜观察试样表面,如果多于一个蚀孔,数据无效。利用KH-7700三维体式显微镜观察实验2恒电位极化后的蚀坑三维形貌,并且测量每个蚀孔的几何参数 (包括孔深,孔口直径,孔底直径与蚀孔体积)。为保证实验数据的可靠性,每组电化学实验重复3次。电化学测试时,设置溶液中搅拌子转速分别为0,100,300和500 r/min,实验装置如图1所示。
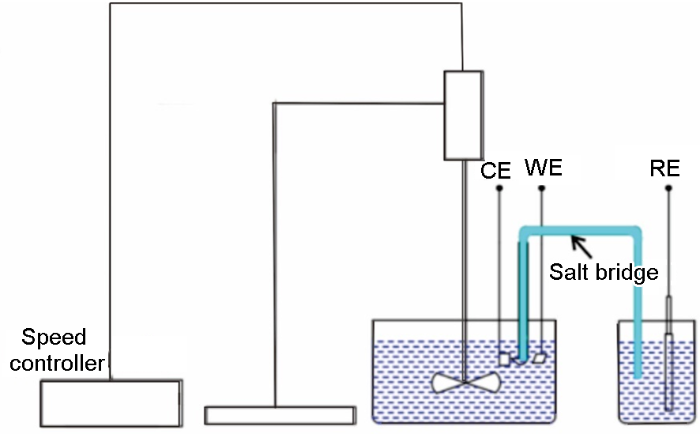
图1 实验装置图
2 结果与讨论
2.1 不同搅拌速度对不锈钢亚稳态点蚀的影响
图2是不同搅拌速度下、电位为0.15 V时304不锈钢在3.5%NaCl水溶液中的时间-电流曲线。在蚀孔萌生阶段,单个清晰的电流波动可以看作对应一个亚稳态蚀孔的形核和再钝化,以电流大于1×10-8 A (仪器精度是0.01 μA) 作为亚稳态蚀孔开始萌生的标志[18]。统计不同搅拌速度下亚稳态蚀孔的峰值电流 (I) 及峰值宽度 (τ) (可表征亚稳态蚀孔的寿命) 并计算其平均值,统计不同搅拌速度下每1000 s亚稳蚀孔的形核数目 (N),结果如图3所示。
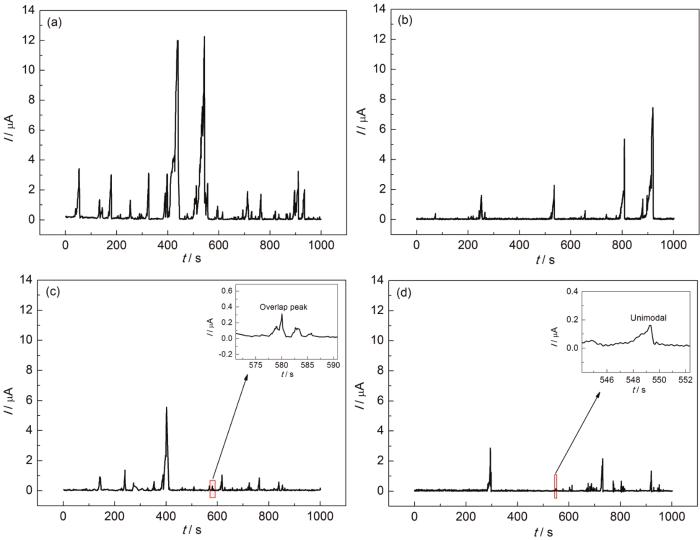
图2 304不锈钢在3.5%NaCl溶液中不同搅拌速度下亚稳蚀孔暂态电流与时间的关系
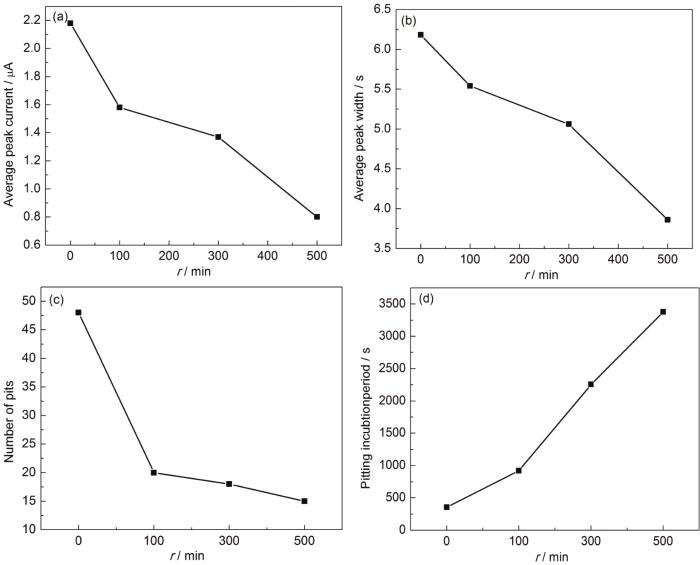
图3 亚稳态蚀孔平均峰值电流、平均峰值宽度、蚀孔数目和点蚀孕育期与转速的关系
由图2可知,在不同的搅拌速度下,时间-电流曲线均会出现单峰 (如图2d右上角所示) 和重叠峰 (如图2c右上角所示)。出现暂态单峰的原因是活性点被激发为亚稳态蚀孔后,活性溶解和再钝化的过程中没有二次形核;出现重叠峰的原因可能是亚稳态蚀孔内部存在点蚀的二次形核甚至是多次形核[19],蚀孔处于再钝化和再活化的交替过程。随着搅拌速度的增加,重叠峰的数量和幅值都在减小。在相同的极化时间内,电流峰的数量随着搅拌速度的减小而增加,表明此时不锈钢具有更高的形核率,更多的活性点转变为点蚀生长点。
图3描述的是亚稳态点蚀敏感性的3个特征,分别是点蚀孕育期、平均峰值电流与宽度、蚀孔数目。其中,点蚀孕育期是根据实验2的数据得到的。随着搅拌速度的减小,蚀坑表面点蚀产物浓度增加,点蚀孕育期缩短。点蚀形核后进入亚稳态阶段,亚稳态点蚀需要满足一定的条件才能转变为稳态点蚀。点蚀孕育期是试样积累转变条件的阶段,点蚀孕育期越短,试样越容易发生稳态点蚀。在不锈钢点蚀产生的过程中,点蚀产物在不锈钢试样表面浓度较高,试样表面的点蚀产物水解使pH值降低,金属溶解速率加快,点蚀产物浓度高的区域腐蚀速率快,点蚀产物浓度低的区域腐蚀速率慢,从而形成点蚀坑;蚀坑加剧腐蚀产物的不均匀性,使得试样表面溶解不均匀,随着时间的延长,不锈钢试样表面形成稳态点蚀坑。搅拌速度越小,试样表面点蚀产物被移走的就越少,点蚀产物及其水解产物在点蚀坑周围浓度越高,点蚀孕育期就越短。
随着搅拌速度的减小,亚稳态蚀孔在相同的时间内平均峰值电流增加,亚稳蚀孔形核数目也表现出类似的规律。肖娟[20]研究指出,亚稳态蚀孔在生长过程中峰值电流越大,其转变为稳态点蚀的概率越大。说明随着搅拌速度的减小,304不锈钢点蚀由亚稳态向稳态转变的可能性增大,这个结论和点蚀孕育期所表现的是一致的。亚稳蚀孔平均峰值宽度随转速的减小而增大,这意味着亚稳蚀孔的平均寿命增加,即从萌生到蚀孔的再钝化过程减慢。搅拌速度越小,亚稳态点蚀发生钝化的倾向性越小。这是因为在亚稳态点蚀产生的过程中,点蚀产物由于扩散作用,在蚀坑口附近的浓度比较高。田文明[19]使用激光散斑干涉法证实了这样的结论。因此,在亚稳态阶段,由于蚀坑尺寸比较小,点蚀产物及其水解产物形成的胶团附着在点蚀坑上面,且水解导致胶团内部保持着高酸度,胶团促进亚稳态蚀坑的扩展。胶团由于溶液的传质作用可能会被破坏,使得活性溶解区腐蚀速率降低或者重新钝化。搅拌速度越小,点蚀产物及其水解产物的浓度就越高,蚀坑附近溶解速率就越大,亚稳态点蚀越难发生再钝化,蚀孔的数量增加。这个结果与Burstein等[4]的研究结果一致。
2.2 不同搅拌速度对不锈钢稳态蚀孔生长的影响
图4是不同搅拌速度下单个蚀孔的时间-电流曲线 (包括点蚀萌生前的曲线)。可知,搅拌速度越小,曲线的斜率越大,点蚀电流增加的速率随着转速的减小而增大;稳态点蚀发生后,搅拌速度越小, 同一时刻的点蚀电流越大,说明此时点蚀孔具有更大的生长速率。
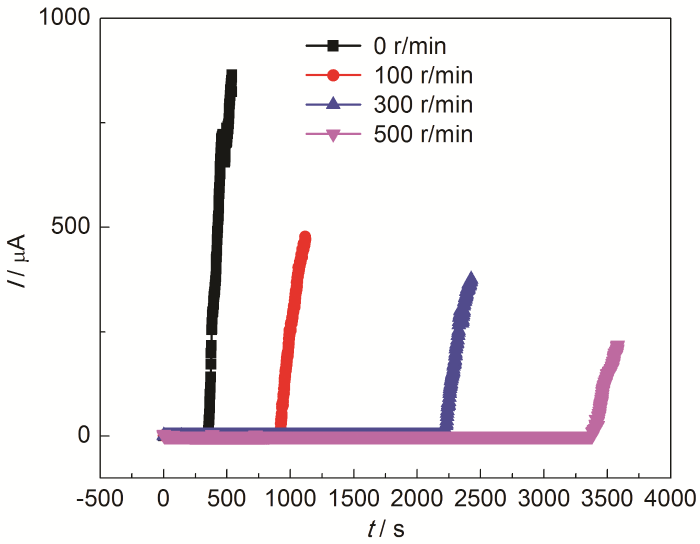
图4 3.5%NaCl溶液中不同搅拌速度下单个蚀孔点蚀电流与时间的关系
利用Origin软件对图4中的时间-电流曲线进行积分,结合金属溶解体积与电量之间的关系可以得到蚀孔体积和时间的关系,如图5所示。利用三维视频显微镜所测的蚀孔口直径D、蚀孔底部直径d、蚀孔深度H,如表1所示。其中,直径和深度的比值可以表示蚀孔的形状。结合圆台的体积公式,可以推导出D随时间t的变化曲线,如图6所示。
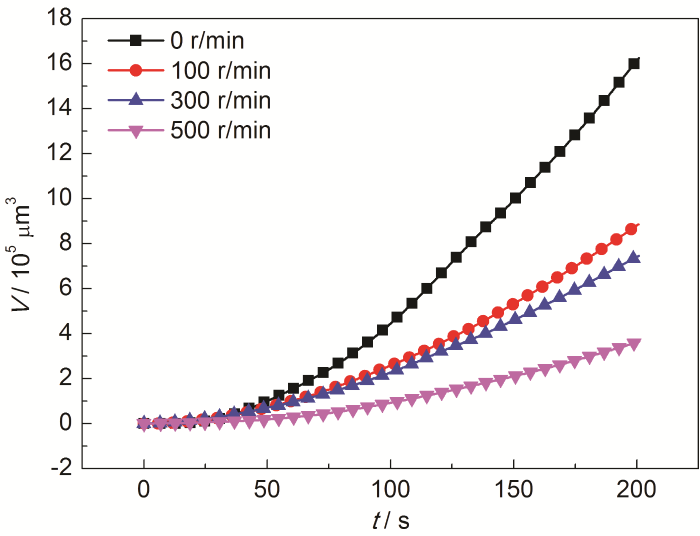
图5 在3.5%NaCl溶液中不同搅拌速度下单个蚀孔体积与时间的关系
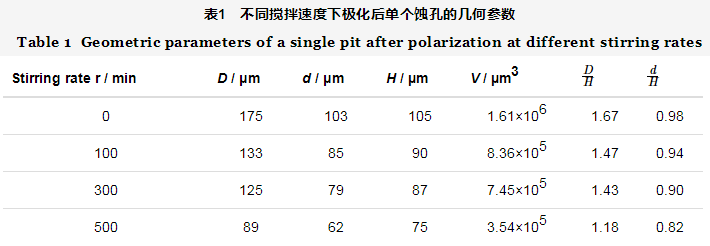
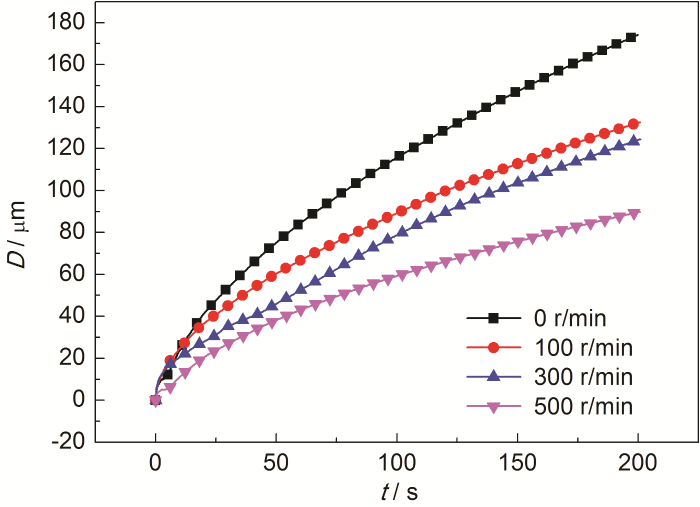
图6 在3.5%NaCl溶液中不同搅拌速度下单个蚀孔口径随时间的变化
由图5可知,在点蚀开始阶段,点蚀孔的体积增加不明显,随着时间的延长,蚀孔体积的增长率缓慢增加;搅拌速度越小,蚀孔体积的增长率越大。就整体来说,各曲线的斜率随着时间延长而增加,说明蚀孔的生长是一个加速的过程。这是因为在蚀孔内部点蚀产物水解使蚀孔内部的pH值减小,蚀孔内部溶液持续酸化。研究[21,22]表明,蚀孔内pH值小于0,大量存在的Cl-和H+会降低金属离子由晶格进入溶液的能垒,加速溶解,蚀孔内溶液缺氧富氯的环境使蚀孔内部无法再钝化。搅拌速度越低,蚀孔内外的物质交换速率就越慢,蚀孔内部金属的浓度越高,蚀孔的溶解速率越快,蚀孔体积增加的速率越快。方玉荣等[23]研究超声波对304不锈钢在FeCl3溶液中的腐蚀行为时,认为超声波加快溶液中腐蚀产物的扩散,使蚀孔表面腐蚀产物浓度降低,腐蚀速率减小,和本实验的研究结果一致。
由图6可知,其孔口直径随着搅拌速度的减小而增大;在同一生长时间,搅拌速度越小,曲线的斜率越大,这说明蚀孔口直径的生长速率越大。原因是蚀孔口处较为开放,有利于内外物质的交换。在稳态蚀孔发生后,随着搅拌速度减小,蚀孔口周围溶液中点蚀产物被移走的少,点蚀产物的浓度高,蚀孔口金属溶解速率快,表现为曲线的斜率更大,这个孔口直径的变化规律与Ernst等[24]的研究结果一致。
由图7和表1可知,点蚀孔形貌均呈现出孔口直径大于底部直径的几何形状。随着搅拌速度的增加,蚀孔体积、宽深比均减小,蚀孔形状由圆台状转变为圆锥状。表1的测量值与图5和6的理论计算值相差不大。
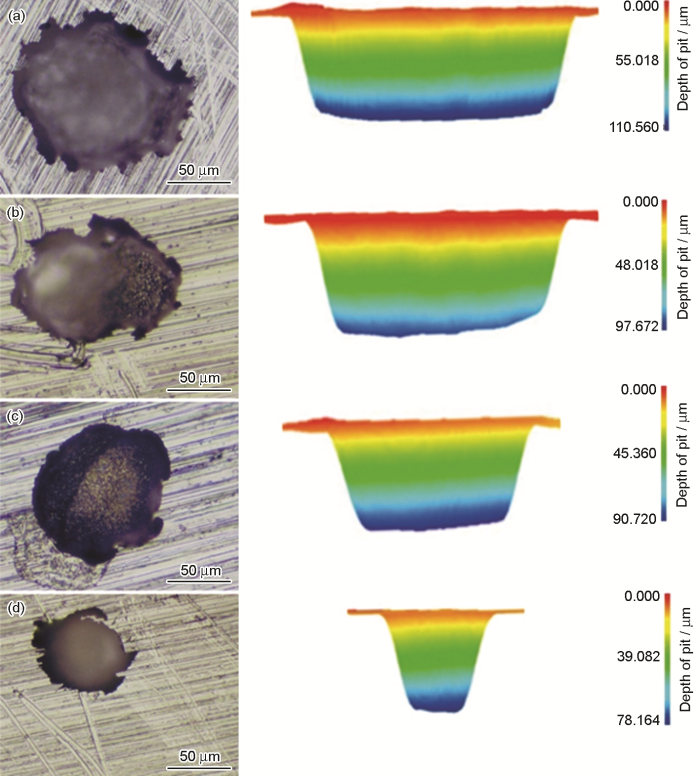
图7 不同搅拌速度条件下单个稳态蚀孔表面形貌及其三维重构图
由于稳态点蚀坑持续不断的溶解,使得蚀孔表面的点蚀产物浓度越来越高。施加搅拌时,蚀孔表面点蚀产物浓度相对于未施加搅拌时浓度减小,其水解产物的浓度也降低,使pH值升高,Cl-浓度降低,电解质溶液的侵蚀性降低,蚀孔表面金属的溶解速率下降,表现为蚀孔的宽深比减小。Yin等[25]的研究结果表明,随着溶液酸度的增加,稳态蚀孔附近有更多的点蚀出现,影响点蚀的萌生和生长方式。艾莹珺等[26]的研究表明,重力的作用使垂直放置的试样其表面腐蚀产物容易扩散,蚀孔的宽深比增大。
在蚀孔生长初期蚀坑的尺寸较小,此时施加搅拌可以使蚀坑内腐蚀产物加速向外扩散,并且搅拌速率越大扩散速率越快,蚀孔的生长速率越小。但是,另一方面,搅拌影响蚀孔的宽深比,搅拌速率越大,蚀孔的宽深比越小。而蚀孔的宽深比可以影响腐蚀产物的扩散,当蚀孔的深宽比越小,腐蚀产物越难以扩散。因此,在蚀孔体积较大时,搅拌对蚀孔底部的腐蚀产物扩散影响较小,反而由于搅拌使蚀孔的深宽比减小,腐蚀产物难以扩散,蚀孔底部的腐蚀产物浓度升高,腐蚀速率增加。如果蚀孔继续生长,就会导致图7d所示的蚀孔向下生长的速率将大于图7a中的蚀孔生长速率。
3 结论
(1) 搅拌影响亚稳态蚀孔表面点蚀产物浓度。搅拌强度越小,蚀坑表面的点蚀产物浓度越高,点蚀坑附近的pH值越低,点蚀孕育期显著减少,平均峰值电流和平均峰值宽度、蚀孔数量均显著增加,亚稳态点蚀敏感性增强。点蚀产物也能加速亚稳态蚀孔的生长。
(2) 搅拌影响蚀孔内部点蚀产物的浓度,蚀孔内部低浓度的点蚀产物使蚀孔的溶解速率减小。但是,随着蚀孔的生长,蚀孔的深宽比减小,搅拌速度对蚀孔内部溶液浓度的影响减小,最终搅拌将不会影响蚀孔底部点蚀产物的浓度。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”