



WC硬质合金具有高硬度、高抗压强度与抗冲击强度、耐磨性好、耐腐蚀性好等优异性能,作为耐高温、耐高压结构材料有着广泛应用。采用传统加工方法加工硬质合金时存在刀具严重磨损,易产生加工表面烧伤等问题。为改善表面加工质量、提高加工效率,国内外学者提出采用电解磨削 (ECG) 加工硬质合金的工艺。电解磨削是借助于电化学腐蚀作用与机械磨削作用对硬质合金进行加工的复合加工工艺。近年来国内外学者关于硬质合金电解磨削工艺已取得了较多成果。Qu等通过实验得出,增大进给速率可以大大提高电解磨削中的材料去除率。孙永安等通过实验确定了较优的电化学参数和机械参数。
在电解磨削加工中,电化学作用具有显着影响。因此,对金属材料电化学反应的研究是不可或缺的。与碳钢和其他金属相比,硬质合金的多组分特性使其电化学腐蚀过程更为复杂,国内外学者也对此进行了较多研究。秦琴等从晶粒大小、结合剂成分、烧结方法、添加的合金元素等内在因素,以及工作温度、腐蚀介质以及表面处理等外在因素对硬质合金电化学腐蚀行为的影响进行了多角度研究,得出控制温度可以有效减缓硬质合金的腐蚀速率等结论。万庆磊等研究了W-10Co硬质合金在不同种类及浓度的阴离子中电化学腐蚀行为,表明电解液中阴离子浓度越高,对合金的腐蚀作用越强,且NO3-的腐蚀作用最低。Natsu等使用脉冲电源对WC硬质合金进行了电解实验,并确定了脉宽、频率等参数对加工的影响。Kellner等研究了WC晶粒大小对WC-Co合金在碱性溶液中腐蚀行为的影响,采用电化学阻抗与极化曲线分析法,最终得出,晶粒尺寸越小,合金的耐腐蚀性越好。Hochstrasser等用电化学方法和电感耦合等离子发射光谱分析技术探究了WC-Co的腐蚀机理,结果表明,在酸性溶液中,WC-Co是以结合剂金属Co的溶解腐蚀为主;而在碱性溶液中,WC-Co类硬质合金的抗腐蚀性能下降。Levinger等曾提出选择性溶解理论,认为WC-Co硬质合金的电解磨削加工中,结合剂金属Co的溶解速率远大于WC的,导致材料表层结合力的改变而达到便于去除的目的。Goto等[18]通过实验验证了在电解液中加入Co2+可以抑制合金中Co的溶解。
虽然众多学者在硬质合金的电化学腐蚀研究方面作出了相应的成果,但对电化学反应原理鲜有研究,提供一定的理论支撑对电解磨削中参数的选择和调控有重要意义。在电解磨削加工中,电化学腐蚀作用虽然在材料去除中占比很高,但过强的腐蚀效果会严重影响材料表面质量以及加工精度。本文以YG15硬质合金为实验研究对象,为保证试件表面原始状态一致,采用统一条件的研磨处理,表面粗糙度Ra在0.005~0.020 μm范围。选用3 mol/L NaNO3溶液作为电解液,采用动电位与恒电位极化曲线分析,结合材料表面显微形貌、成分分析等研究YG15硬质合金在不同阳极电位下的电化学反应机理。研究结果对硬质合金的电解磨削加工具有一定的指导意义。
1 实验方法
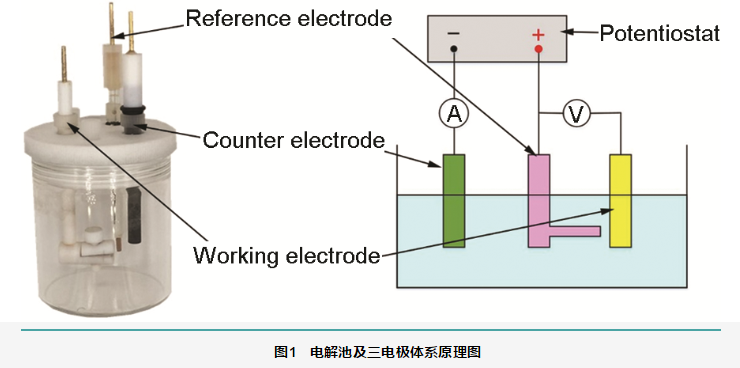
动电位与恒电位曲线采用三电极测试体系进行测试。测量过程中,通过精确控制阳极工作电极的电位,测量回路电流并绘制电位-电流及电流-时间曲线。
使用PARSTAT 2273型电化学工作站进行极化实验,密封电解池如图1所示,配有石墨辅助电极以及3.5 mol/L KCl Ag/AgCl电极 (室温下,标准电极电势为+0.2046 V)。工作电极为YG15硬质合金 (WC,85%;Co,15%,质量分数) 薄片,尺寸为10 mm×15 mm×1 mm,表面经研磨、抛光、除油、超声波清洗、干燥等预处理。
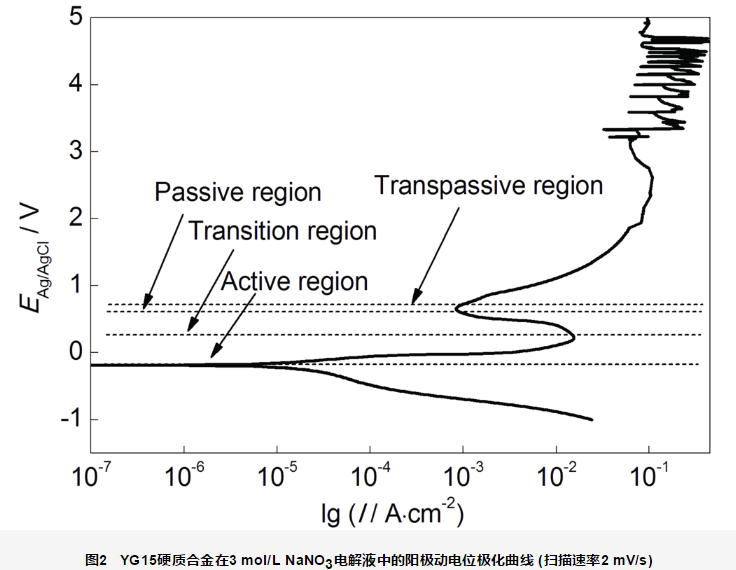
动电位与恒电位极化实验均选用3 mol/L NaNO3溶液 (pH值约为6.2) 作为电解液,实验温度为室温。动电位实验扫描电位区间为-1~5 VAg/AgCl,扫描速率2 mV/s。恒电位实验电位选择1,2,3和4 VAg/AgCl,实验时间为300 s。
实验后试样表面微观形貌通过Quanta 450钨灯丝扫描电镜 (SEM) 进行观测;采用51-XMX0013能量色散谱仪 (EDS) 对试样表面进行元素含量检测;使用Optima 2000 DV等离子发射光谱仪 (ICP) 对实验电解液离子含量进行检测;使用ESCALAB 250Xi型X射线光电子能谱分析 (XPS) 对腐蚀产物进行成分检测。
2 结果与讨论
2.1 动电位实验结果与分析
YG15的阳极动电位极化曲线如图2所示。从极化曲线中可以看出,YG15硬质合金的钝化区间较短,当电极电位继续升高时,电流密度缓慢增大;阳极电位升高至过钝化区,电流密度持续增大,说明钝化膜被高电位击穿;当电极电位达到2 VAg/AgCl之后,电流密度变化趋于稳定;当阳极电位继续升高至约3.5 VAg/AgCl时,极化曲线出现电流波动。观察到阳极试样表面开始产生大量气泡,伴随着表面腐蚀产物脱落,电解液上层出现绿色絮状不溶物。
2.2 恒电位实验结果与分析
由于钝化膜的理论厚度仅为数纳米至数十纳米,并不满足电解磨削加工需求,所以本文主要探讨钝化区以上的高电位下而不是钝化电位下,材料表面电化学反应过程。因此恒电位实验分别选取阳极电位为1,2,3和4 VAg/AgCl,极化时间300 s。
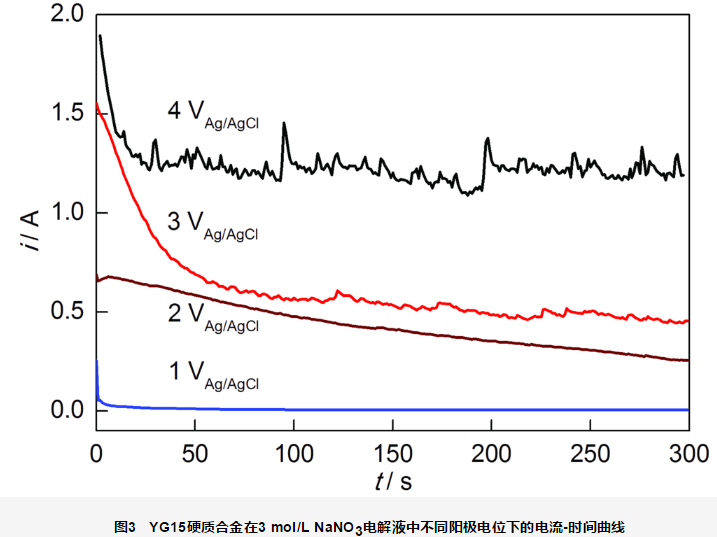
实验过程中的电流-时间曲线如图3所示。可以看出,当阳极电位为1 VAg/AgCl时,电流由0.25 A迅速降低至基本为零,说明在反应过程中生成抑制电流通过的反应产物,且产物对阳极电流有较强的抑制作用;当电位为2 VAg/AgCl时,电流呈缓慢下降趋势;当电位为3 VAg/AgCl时,电流从1.6 A开始下降,后趋于平缓,电流曲线开始出现波动趋势,最后稳定于0.5 A附近;当电位增至4 VAg/AgCl时,瞬时电流达到2 A,而后迅速下降至约1.2 A,电流曲线出现波动现象。实验中观察到试样表面发生腐蚀层的溶解脱落。
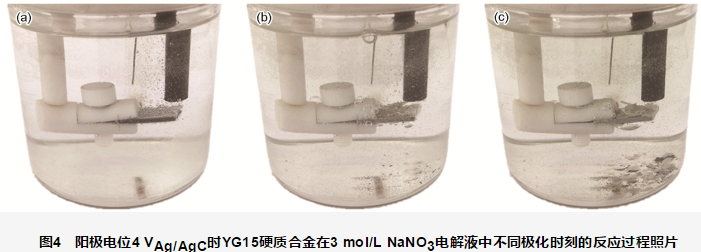
在4 VAg/AgCl的阳极电位下,在不同极化时间下的反应过程光学照片如图4所示。可以清楚地看到,实验开始的瞬间,试样表面开始出现大量气泡;随着时间的延长,试样表面持续发生反应,腐蚀产物越来越多,由于阳极气泡的作用致使腐蚀产物无规律脱落。结合实验现象推测,实验中的电流波动现象是由于气泡产生造成波动以及材料表面腐蚀产物的脱落与再形成导致的。
2.3 极化表面及电解液检测结果及分析
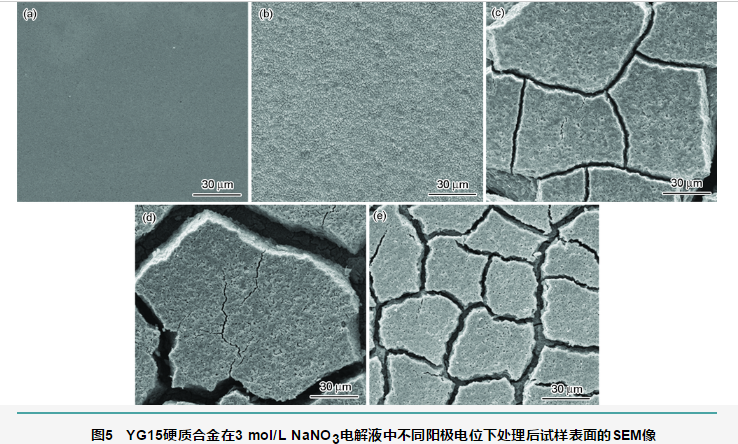
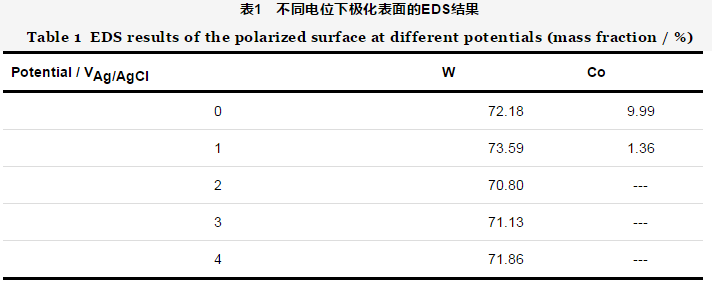
极化表面微观形貌SEM观测结果如图5所示。为了得到W和Co原子相对含量变化关系,EDS检测结果如表1所示。试样为粉末烧结而成,由于制备工艺的原因,材料表面分布大量孔隙。过钝化初期电位下,试样迅速发生钝化,表面布满龟裂纹。EDS检测结果显示Co含量速降至1.36%。分析认为在阳极电位为1 VAg/AgCl时,阳极表面Co开始溶解,Co的含量迅速降低,WC尚未达到溶解电位,未参与反应,试样表面无明显变化。随着电位的继续升高,选择性溶解加剧使材料表面孔隙被腐蚀成斑点状凹坑进而成为裂纹,Co的含量基本为0,说明Co全部溶解。需要指出,Co开始溶解时电流迅速增大,与理论预测结果一致。当阳极电位不断增加时,试样表面的腐蚀程度越来越严重,出现凹缝,致使腐蚀层与试样基体的结合力降低。当阳极电位高于3.5 VAg/AgCl时,试样表面有大量气泡产生,随着电解作用的加剧,表面极化产物开始脱落,溶液中观察到大量不溶于水的絮状沉淀。如图5所示,图5e中裂纹较图5c和d中的更浅,说明腐蚀产物脱落,与反应现象相符。且在不同阳极电位下的极化表面W含量基本不变,说明W主要发生氧化腐蚀反应,只有极少量的W被溶解。
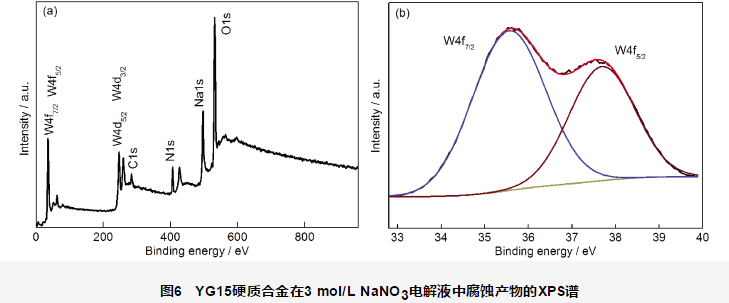
为了确定试样表面生成的腐蚀产物成分以及W的价态,对腐蚀产物进行XPS分析,结果见图6。由图6a全谱可知,腐蚀产物主要成分为W的氧化物,其中Na和N是由于残留的极少量电解液引入的。C 1s的标准峰位为285 eV,本测量结果显示其峰位为283.97 eV,偏移标准峰位1.03 eV。图6b为W原子经修正 (+1.03 eV) 后的结合能图谱,分峰拟合后的峰值为35.76 和37.89 eV,WO3的W4f7/2和W4f5/2峰位分别为35.80[21]和37.90 eV,与实际测量结果吻合。一般以W4f7/2峰位表示钨化合物的种类,由此可以确定腐蚀产物为WO3,图6b中的W为WO3中的W6+。
高电位 (4 VAg/AgCl) 极化后,取溶液中絮状不溶物加少量稀硝酸溶解后与实验后澄清电解液进行ICP成分检测。检测结果显示实验后电解液中W离子含量 (23.83 mg/L) 远高于Co离子含量 (1.143 mg/L)。相反的,加酸溶解的絮状不溶物溶液中主要含有Co离子。分析认为,溶液中生成的絮状不溶物主要为Co的氧化物或氢氧化物。
综上实验结果可得,当阳极电位过高时,试样表面开始产生大量气泡,且生成的WO3腐蚀产物开始脱落,电解液中的Co离子开始进一步被氧化成不溶于水的沉淀物。与此同时,电流-时间曲线开始发生不稳定波动。
2.4 反应机理分析
硬质合金是以难熔金属碳化物为硬质相,以过渡族元素 (Co,Ni和Fe) 为粘接相的金属陶瓷材料,主要以粉末烧结的形式来制备,内部成分相对独立,且分布均匀[24]。由此可见,由于所含碳化物粉末与结合剂金属电极电位差等原因,硬质合金的电化学腐蚀过程较一般金属更为复杂。
本文中,由于Co的腐蚀电位较WC的腐蚀电位低约570 mV,所以Co会优先发生反应;当电位高于WC的电解电位时,二者均会被电解,形成相应的氧化物或氢氧化物。
在电解反应中,按电位次序,金属Co约在1.2 V首先发生阳极溶解并产生少量沉淀:
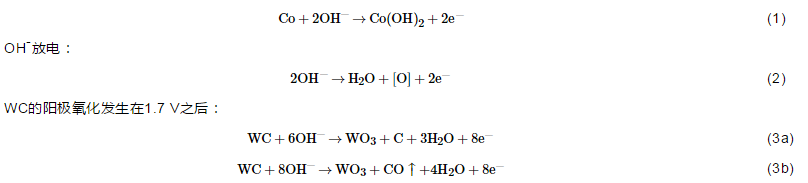
根据反应电位的高低,上述两个反应先后发生,电位较高时会有气体生成,与实验现象相符。
在阴极 (石墨电极表面) 主要是H2析出反应:
![]()
反应过程中,表层材料的选择性溶解使材料表面形成斑点状凹坑;随着溶解的加剧,Co溶解加快,优先被溶解形成凹缝,如图5所示;电位继续增加,电流增大,由于缺少了作为结合剂的Co,与原YG15材料相比,结合力大大降低,表面WC被腐蚀成WO3附着在试样表面并形成氧化物堆积,氧化物对电流有抑制作用,对反应过程的稳定性造成干扰,随着气泡的出现,堆积氧化物开始脱落,新的表面露出,氧化溶解作用继续进行,由此产生电流波动现象,如图7a所示。
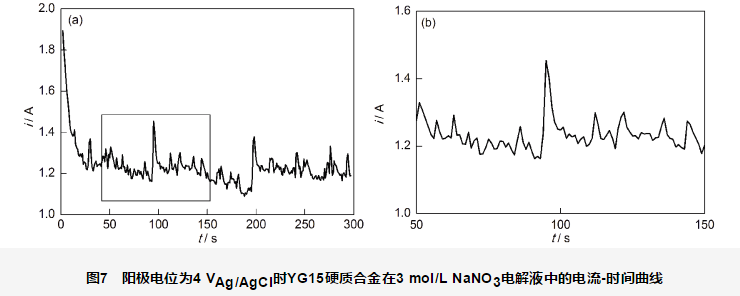
从阳极电位为4 VAg/AgCl时的电流-时间曲线还可以看出,曲线的不规则波动是一直存在的。图7b为50~150 s内的局部放大图,说明WO3的生成和溶解脱落持续发生,但是WO3的脱落速率小于生成速率,当堆积到一定程度时会出现大规模脱落,电流振幅变大 (如图7a中约100 和200 s处),之后重新开始氧化反应和WO3的堆积,呈现出一定的类周期性。
由实验结果可以得出,当阳极电位较高时,结合剂金属的溶解速率较大,可以破坏材料表层氧化物的结合力。且过高的电位会导致腐蚀反应持续进行,金属腐蚀过度,破坏材料表面质量,甚至破坏材料表层的性质,加工中不易控制,所以在加工中应避免电位过高以免破坏材料表面质量。
3 结论
(1) 在YG15硬质合金的电解磨削中,适当增大阳极电位会使材料表面氧化更充分,但是过高的电位会使腐蚀产物WO3开始脱落,腐蚀反应持续进行,腐蚀加剧,材料表面质量遭到破坏。在实际电解磨削加工中,阳极电位不宜超过3.5 VAg/AgCl,以避免电压过高带来的负面影响。
(2) 由于YG15硬质合金双组分特性,不同电位下电化学腐蚀现象明显不同。合理选择电压参数,可以降低材料表面腐蚀产物之间的结合力,有利于提高电解磨削加工中材料的去除率。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”