
某厂减压装置填料腐蚀分析
2019-06-14 15:29:37
作者:本网整理 来源:网络
分享至:


1机理
常减压装置的主要腐蚀包括: 三顶挥发线及冷凝冷却系统的HCl+H2S+H2O腐蚀和高温部位( 温度大于220℃)的环烷酸腐蚀。
三顶冷凝冷却系统的HCl+H2S+H2O腐蚀部位主要包括塔顶挥发线、换热器、空冷器、水冷器及其管线。其中处于相变部位( 初凝区)的换热器或空冷器入口腐蚀最为严重。
高温部位(温度大于220℃)以环烷酸腐蚀为主,主要包括塔器、管线、加热炉炉管、高温换热器、高温机泵和容器等。腐蚀严重的部位主要集中在减压系统,特别是减压塔减二线、减三线、减四线填料及其抽出侧线的管道、换热器和机泵等,同时由于流速高,常压转油线、减压转油线腐蚀严重。
2腐蚀情况分析
1)减压塔第1号至第5号填料床层检查完好,第6号填料层顶部检查完好,但从底部支撑向上看,发现部分填料床层存在腐蚀减薄。

2)第6号、7号填料层之间的人孔处塔内壁呈整体腐蚀减薄,面积较大;7号填料下部也发现有大量的腐蚀减薄区域,同样呈整体减薄。减压塔顶部及底部未见明显腐蚀痕迹,腐蚀区域主要集中在减二中区域,6号和7号填料腐蚀最为严重。
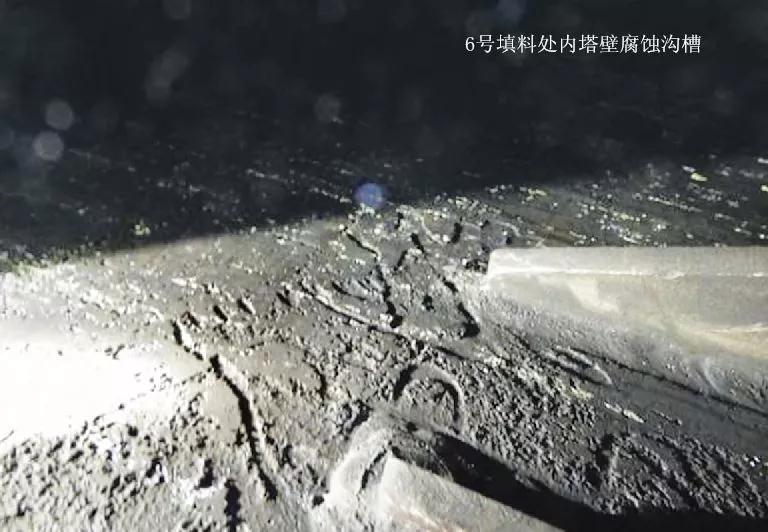
3)第7号填料层顶部发现整体塌陷,底部检查发现7号填料存在大面积腐蚀,塔壁出现不同程度腐蚀; 8号填料粉化严重,塔壁腐蚀呈现典型沟槽腐蚀形态,复合板已经腐蚀殆尽。

3主要原因分析
1) 该装置加工绥中36-1 原油,由于硫质量分数为0.36%,酸值为2.94mgKOH/g,该原油属于高酸低硫原油,酸值高是造成腐蚀根本原因。
2)高温缓蚀剂注入量不足造成减压侧线铁离子超标,是造成减压塔腐蚀主要原因。
4 应对措施
1) 根据定点测厚结果和前期出现腐蚀问题,更换腐蚀减薄严重的管线及配件。
2) 对减压塔C104第6号和7号填料塔壁部位做贴板处理,材质由原来复合板316L 升级为317L; 更换失效6号和7号填料。
3) 每月采用氢通量仪监控减压塔腐蚀情况。高温环烷酸腐蚀会产生活性氢,一部分会通过金属管壁渗透到外部环境中,氢通量仪可以检测渗透出来的氢,氢通量值越高表明腐蚀越严重。
4) 严格控制常顶、减顶污水pH 值在6~8。根据在线腐蚀监测和化验数据分析,及时跟踪并调整常顶、减顶污水pH值。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763