
陶瓷玻璃常用成型工艺
2016-07-29 11:52:26
作者:本网整理 来源:新材料在线
分享至:


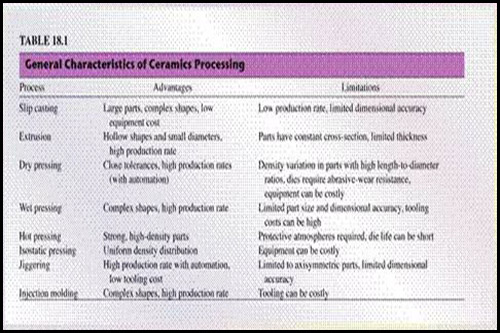
陶瓷常用工艺特点
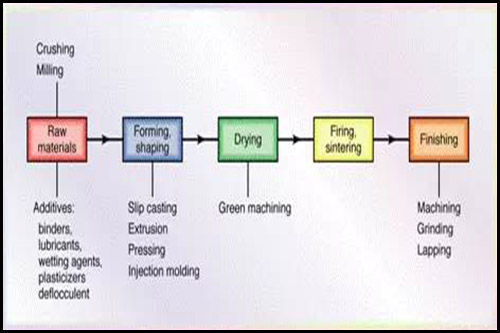
陶瓷工艺流程
陶瓷注浆成型
是基于多孔石膏模具能够吸收水分的物理特性,将陶瓷粉料配成具有流动性的泥浆,然后注入多孔模具内(主要为石膏模),水分在被模具(石膏)吸入后便形成了具有一定厚度的均匀泥层,脱水干燥过程中同时形成具有一定强度的坯体。
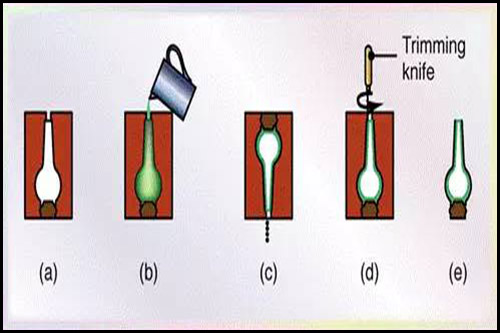
注浆成型流程图。来源: F. H. Nortonr F. H. Norton
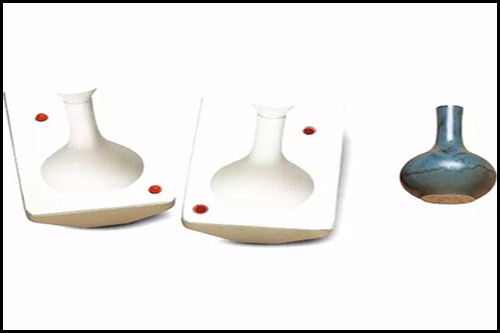
注浆成型模具(图片来源:greatart.co.uk)
流延成型(刮到法)
首先把粉碎好的粉料与有机塑化剂溶液按适当配比混合制成具有一定黏度的料浆,料浆从容器同流下,被刮刀以一定厚度刮压涂敷在专用基带上,经干燥、固化后从上剥下成为生坯带的薄膜,然后根据成品的尺寸和形状需要对生坯带作冲切、层合等加工处理,制成待烧结的毛坯成品。
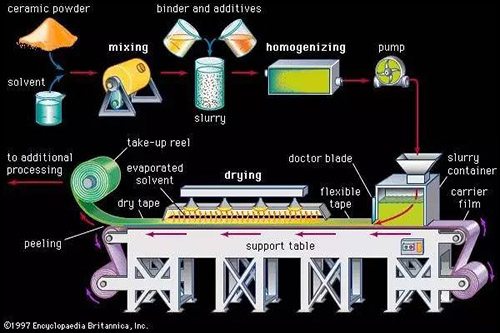
流延成型(刮到法)过程示意图(来源:media-1.web.britannica.com)
挤出
将粉料、粘结剂、润滑剂等与水均匀混合,然后将塑性物料挤压出刚性模具即可得到管状、柱状、板状以及多孔柱状成型体。
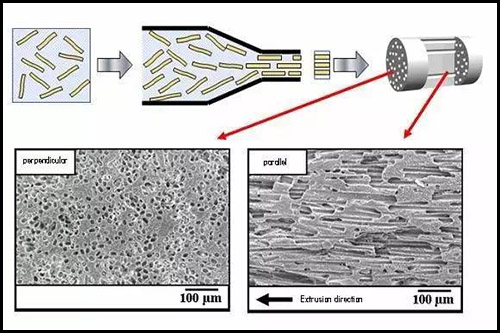
陶瓷挤出成型示意图(来源:rmat.ceram.titech.ac.jp)

陶瓷挤出成型(来源:du-co.com)
其缺点主要是物料强度低容易变形,并可能产生表面凹坑和起泡、开裂以及内部裂纹等缺陷。挤压成型用的物料以粘结剂和水做塑性载体,尤其需用粘土以提高物料相容性,故其广泛应用于传统耐火材料如炉管、护套管以及一些电子材料的成型生产。

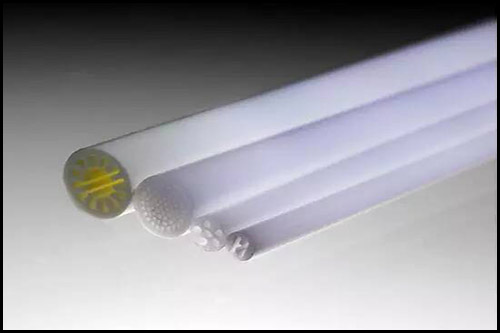
挤出成型陶瓷部件(来源:pilotnbd)
旋坯成型
将可塑泥料放人旋坯机可以旋转的石膏模中,加力将样板刀下压,泥料受样板刀剪切和挤压,在白膏模表面将泥料坯体可塑成型。常用于成型盘、碗等类制品。
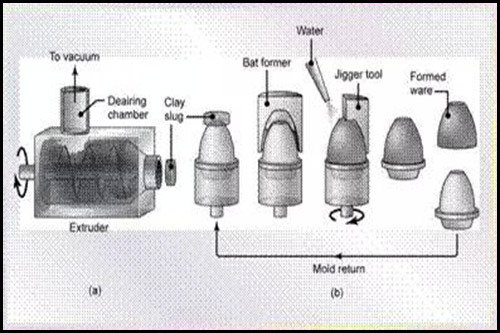
(a)挤出 (b)旋转拉胚 来源: R. F. Stoops

旋转拉胚
湿粘土收缩
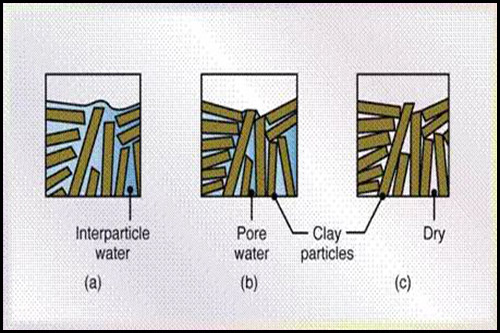
干燥过程中去除水份,湿粘土收缩。收缩率约20%(体积比) 来源: F. H. Norton.
浮法玻璃
熔融玻璃从池窑中连续流入并漂浮在相对密度大的锡液表面上,在重力和表面张力的作用下,玻璃液在锡液面上铺开、摊平、形成上下表面平整、硬化、冷却后被引上过渡辊台。辊台的辊子转动 ,把玻璃带拉出锡槽进入退火窑,经退火、切裁,就得到浮法玻璃产品 。
玻璃浮法工艺(来源:media.idownloadblog.com)
拉伸成型和滚压成型
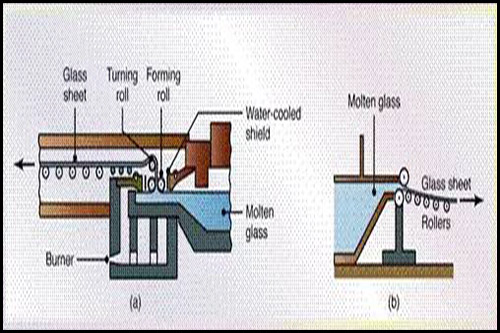
(a) 拉伸成型 (b) 滚压成型 来源: W. D. Kingery.
玻璃管加工
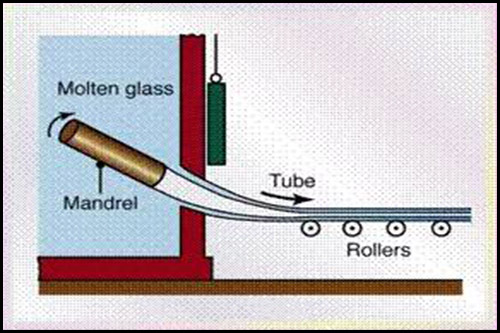
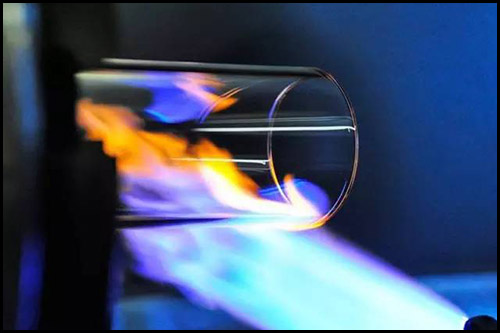
玻璃管成型加工
玻璃瓶生产过程
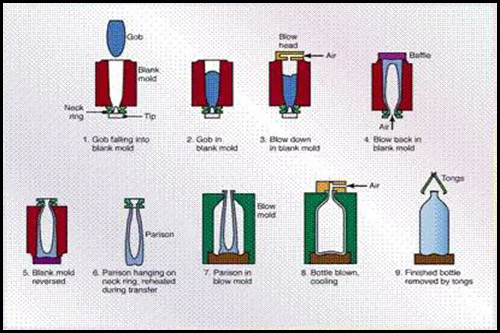
普通玻璃瓶 来源 F. H. Norton.
压模成型
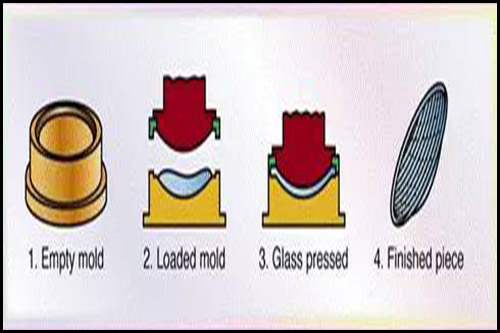
来源:Corning Glass Works.
组合模
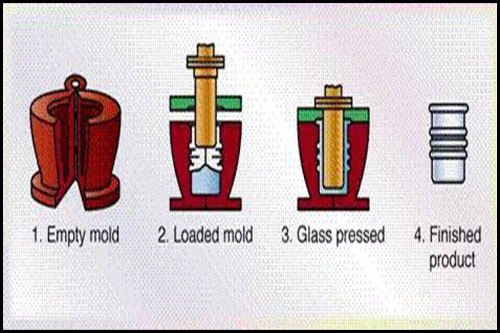
来源: E. B. Shand.
玻璃离心铸造
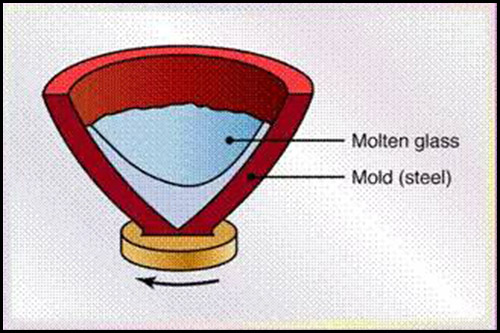
来源: Corning Glass Works.
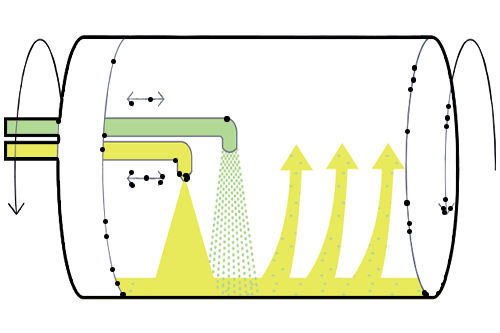
离心铸造示意图,来源:compositeslab
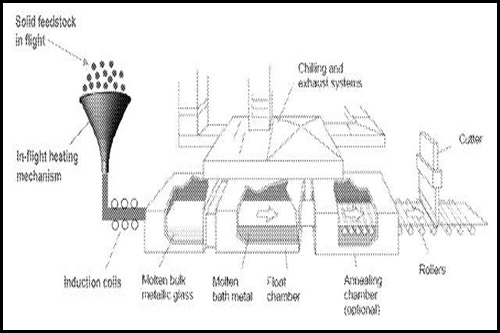
粉末套管法
把先驱粉末装入银或银合金管中,经过旋锻并拉拔,再轧到最终厚度,得到所需织构带材的工艺。常用于制备高温超导线材或带材。
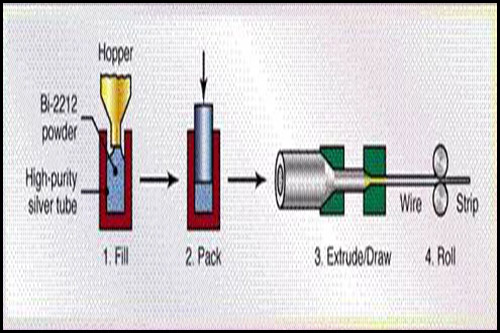
粉末套管法示意图
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 陶瓷
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475