



1.背景介绍
镍基高温合金因其在高温下优异的机械性能而被广泛应用于高温部件。随着航空航天技术的飞速发展,高端装备对部件性能的要求逐步提高,高性能涂层材料的开发变得尤为重要。在众多材料中,氧化物陶瓷凭借其高熔点、高强度以及低的热导率和热膨胀系数,成为金属部件表面热防护与性能强化的理想选择。熔体生长的氧化物共晶陶瓷在超高温环境中表现出优异的组织和性能稳定性,这种卓越的性能主要源于其独特的耦合生长三维网状凝固共晶组织和共晶相界面之间极低的应变能。氧化铝基共晶自生复合陶瓷具有高熔点、低密度、抗氧化、良好的高温力学性能、优异的组织和性能热稳定性等特点,有望成为超高温氧化性环境中长期服役的新一代结构材料。氧化物陶瓷涂层能够显著提升基体的耐磨性、耐腐蚀性以及高温抗氧化性能,因此在航空航天、化工机械等领域展现出巨大的应用潜力。
目前,制备氧化物陶瓷涂层的常用方法包括自蔓延高温合成(SHS)、化学气相沉积(CVD)、热喷涂、等温化学气相渗透(ICVI)以及激光选区熔化(LPBF)。每种技术均具有其独特的优势与不足。例如,SHS工艺简单、节能且生产周期短,但对原材料纯度要求较高,且快速冶金反应的精确控制较为困难。CVD技术能够制备高纯度、致密的陶瓷涂层,但设备成本高且生产效率相对较低。热喷涂因其高效率和操作便捷而受到广泛关注,但涂层通常存在高孔隙率和较低结合强度的问题。激光增材制造技术通过在基体上快速熔化和凝固材料,形成适用于表面强化和部件修复的涂层。快速凝固过程能够促进晶粒细化与微观结构的均匀化,从而提升涂层的硬度、耐磨性和结合强度。
然而,由于陶瓷涂层与金属基体之间直接结合易导致润湿性差、裂纹及孔隙等缺陷,其在苛刻工作环境中的应用受到限制。为了解决这一问题,在金属基体与陶瓷涂层之间添加结合层可以有效缓解金属与陶瓷材料之间的热膨胀失配。镍基合金因其高热导率、良好的延展性以及介于金属和陶瓷之间的热膨胀系数,常作为涂层的中间层材料。另外在激光增材制造过程中,不同激光波长对金属和陶瓷材料的吸收率存在显著差异。例如,氧化铝陶瓷对1.06 μm激光波长的吸收率仅为3%,而对长波长CO2激光的吸收率可高达96%。相比之下,镍基合金在10.6 μm激光波长下的吸收率为51%,但在较短的1.06 μm激光波长下可提高至72%。因此,本研究充分利用不同材料在各种激光条件下的吸收特性,并采用短波长光纤激光器与长波长CO2激光器协同优化制备金属-陶瓷梯度共晶复合涂层。
2.成果介绍
近日,西北工业大学苏海军教授团队报道了一种新颖的一体化激光粉末床熔融制备方法,在高温合金基体上直接制备了具有纳米级微结构的高质量超高温氧化物共晶陶瓷涂层。该方法利用材料吸收率的差异,创新性地结合了两种不同波长的激光源:短波长光纤激光器制备IN718高温合金基体及NiCoCrAlY结合层,长波长CO2激光器制备陶瓷涂层。利用有限元数值模拟方法辅助优化高温合金-陶瓷涂层复合材料制备,揭示涂层制备过程中温度场和应力场的分布特征。本研究提出的LPBF方法为解决高温合金基体上氧化物共晶陶瓷涂层的制备提供了创新解决方案,并在高温材料设计及多材料复合制备中展现出重要的应用潜力。相关工作“Synergistic dual-scale laser beams for fabricating high-temperature eutectic ceramic coatings with nano microstructures via LPBF”发表在Journal of Materials Science & Technology, 2025。
论文链接:
https://doi.org/10.1016/j.jmst.2025.01.060
3.图文解析
图1展示了LPBF制备陶瓷涂层的工艺流程。首先,利用光纤激光LPBF系统制备IN718合金。粉末材料通过气体雾化法制备,呈球形,粒径范围为5-45 μm。光纤激光器的波长为1.07 μm,光斑直径为75 μm。随后在LPBF制备的IN718基体上铺设粉末以制备NiCoCrAlY结合层。加工完成后,将LPBF制备的梯度合金试样取下,超声清洗并干燥。接着,采用波长为10.6 μm的CO2激光逐层沉积陶瓷涂层。陶瓷粉末由喷雾造粒法制备,具有共晶配比和球形形貌。
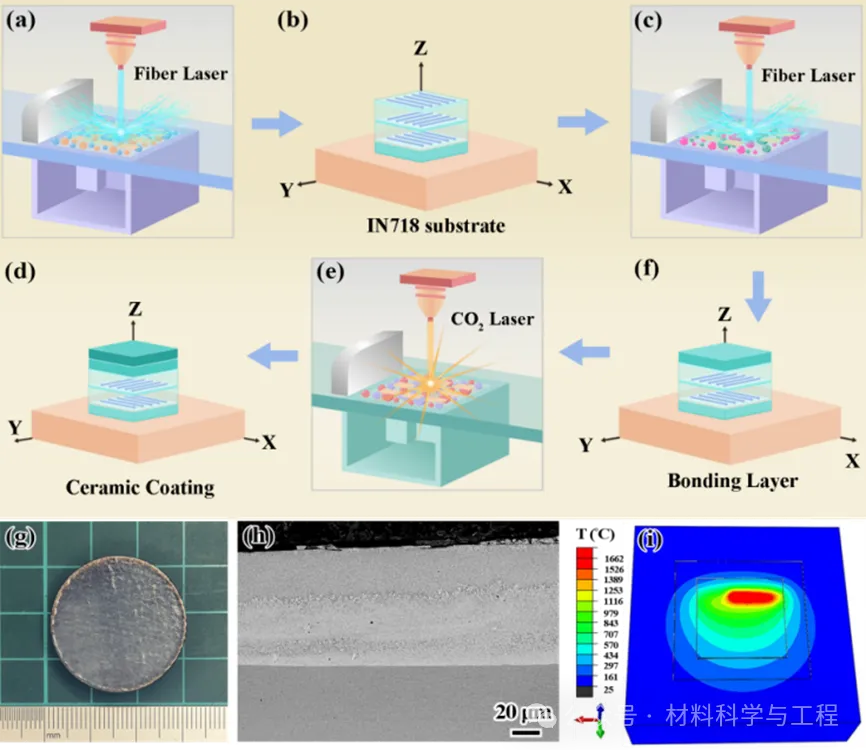
图1 LPBF制备共晶复合陶瓷涂层示意图: (a) 光纤激光加工IN718粉末; (b) IN718基底示意图; (c) 光纤激光加工NiCoCrAlY粉末; (d) IN718基底上制备结合层; (e) CO2激光加工陶瓷粉末; (f) IN718-NiCoCrAlY基底上制备氧化物共晶陶瓷涂层; (g) 共晶陶瓷复合涂层; (h) 陶瓷涂层纵截面; (i) 涂层制备过程有限元数值模拟
图2展示了不同基底材料对LPBF陶瓷涂层制备过程中的温度场影响规律。在金属基底上加工第一层三元共晶陶瓷涂层过程中,熔池体积均较小,整体温度较低。在Al2O3陶瓷基底上呈现显著的热积累效应,熔池体积较大且峰值温度更高。五层加工后,高温区基本扩展到沉积层的整个表面。添加NiCoCrAlY结合层的陶瓷涂层制备过程中,其沉积层表面的热影响区显著减小,热量快速散失。随层数增加,温度变化幅度先增加后减小,逐渐趋于稳定。加入NiCoCrAlY结合层后温度梯度和冷却速率相对较低,分别为2.64 × 106 K/m和1.9 × 104 K/s,有助于缓和加工过程中热积累效应,稳定加工过程。
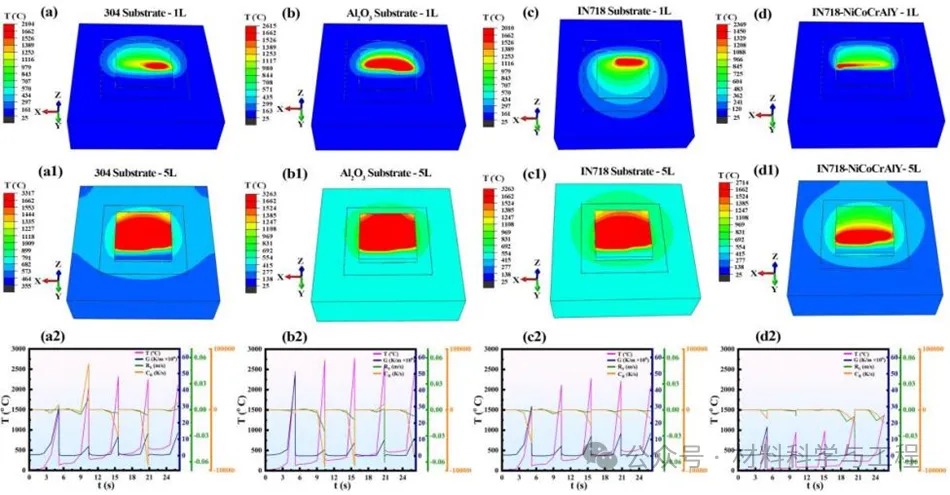
图2 不同基底上通过LPBF工艺制备氧化铝基共晶陶瓷涂层的温度场分布: (a-a2) 304不锈钢; (b-b2) Al2O3陶瓷; (c-c2) IN718合金; (d-d2) NiCoCrAlY粘结涂层; (a-d)第一层; (a1-d1) 第五层; (a2-d2) 不同时间下相同位置处的温度分布。
图3展示了不同基底上LPBF陶瓷涂层制备过程中的应力分布。NiCoCrAlY结合层表面的应力最小,在缓解陶瓷涂层与基底之间的热失配应力方面具有显著效果。对于304不锈钢、Al2O3和IN718基体上的陶瓷涂层,最大主应力和剪切应力呈现先增加后减少的趋势,从第三层开始应力幅值逐渐降低。垂直于单道扫描方向纵截面上的剪切应力主要表现为拉应力,且幅值相对较大,容易诱发并加剧裂纹偏转。
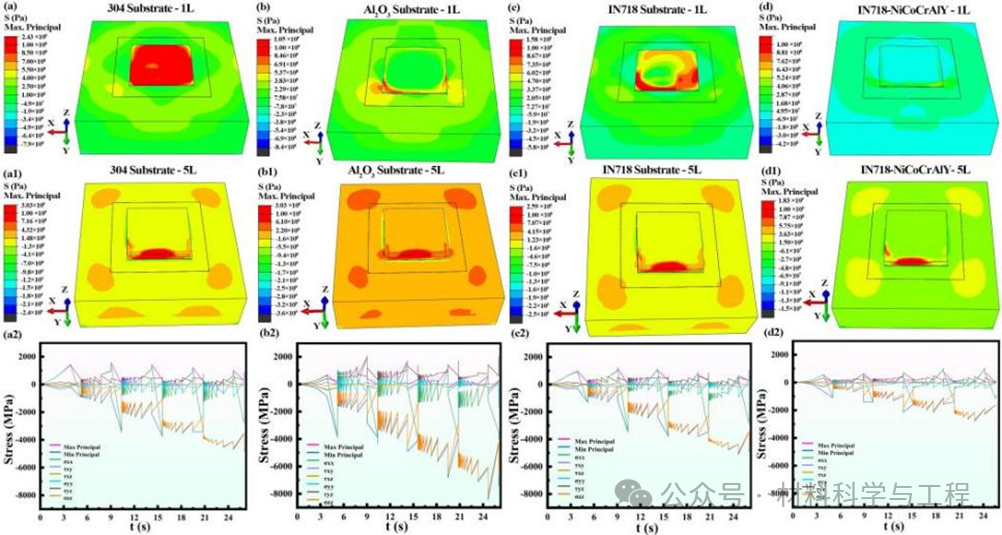
图3 LPBF不同基底材料上制备AGZE陶瓷涂层的应力分布: (a-a2) 304不锈钢基底; (b-b2) Al2O3陶瓷基底; (c-c2) IN718合金基底; (d-d2) NiCoCrAlY结合层基底; (a-d) 第一层应力分布; (a1-d1) 第五层应力分布; (a2-d2) 相同位置不同时间下的应力分布。
图4展示了不同工艺下涂层试样形貌。随着扫描速率的增加,整体表面粗糙度呈现下降趋势。当扫描速率为200 mm/s时,粗糙度为0.82 μm。当扫描速度提高至300 mm/s时,表面粗糙度降至0.47 μm。随着扫描速率的继续增加,LPBF加工过程中出现显著的球化现象,随着沉积层数的增加,球化缺陷成为应力集中点,进一步导致翘曲、开裂及分层等缺陷。将激光体积能量密度控制在80-133 J/mm3范围内,有助于制备均匀且平滑的氧化铝基共晶陶瓷涂层。
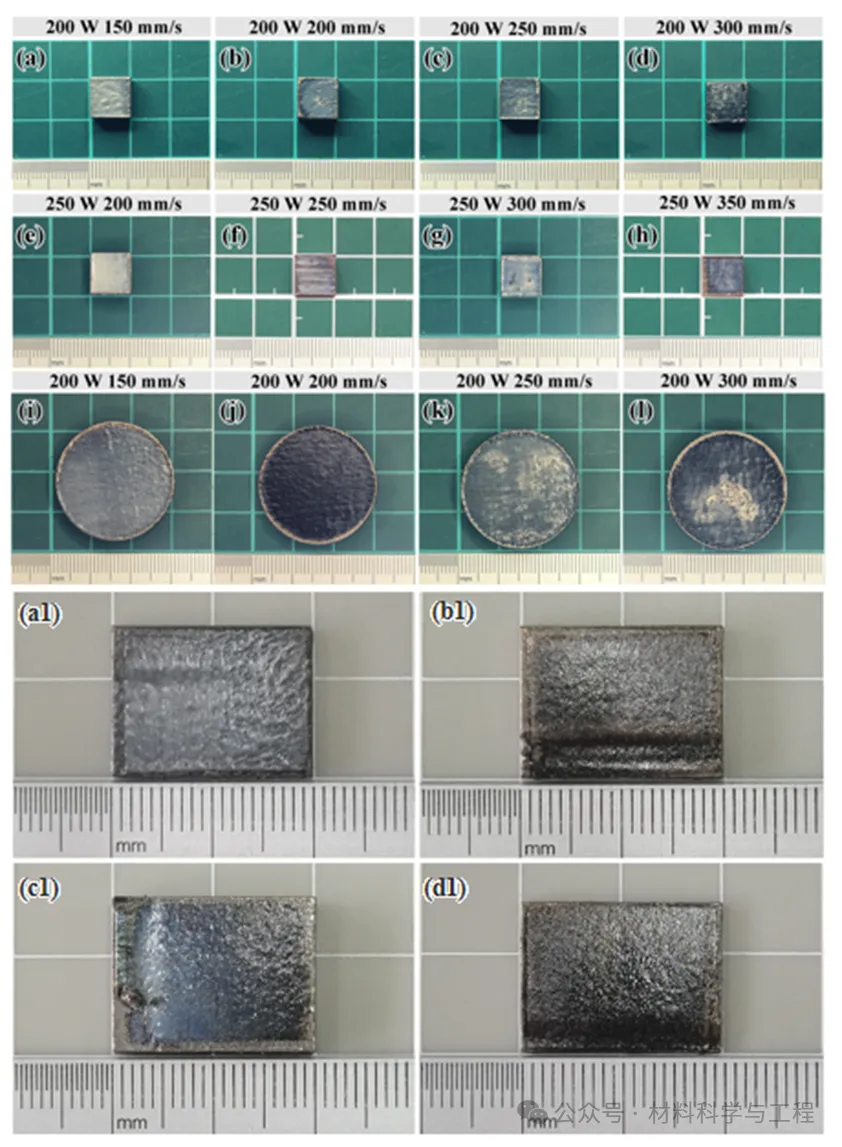
图4 LPBF不同工艺参数下制备的共晶陶瓷涂层的宏观形貌: (a, i) 200 W 150 mm/s; (b, j) 200 W 200 mm/s; (c, k) 200 W 250 mm/s; (d, l) 200 W 300 mm/s; (e) 250 W 200 mm/s; (f) 250 W 250 mm/s; (g) 250 W 300 mm/s; (h) 250 W 350 mm/s; (a1) 250 W 100 mm/s; (b1) 200 W 250 mm/s; (c1) 150 W 300 mm/s; (d1) 250 W 200 mm/s
图5展示了陶瓷涂层与基底的界面处裂纹形貌特征。采用层间90°旋转的扫描策略,裂纹主要集中在涂层与基底界面,以垂直和偏转裂纹为主,随沉积层数的增加,裂纹扩展逐渐受到抑制。引入NiCoCrAlY结合层,显著减少了裂纹数量。最大主应力分布显示,涂层底部无结合层时主应力始终最高,其次是采用层间旋转策略的涂层,而带有结合层的涂层底部主应力水平最低。这表明层间旋转策略和结合层均能有效降低涂层底部的应力集中。层间旋转策略后,垂直于扫描方向的轴向应力更加显著。纵截面上的剪切应力是裂纹偏转的主要驱动力。
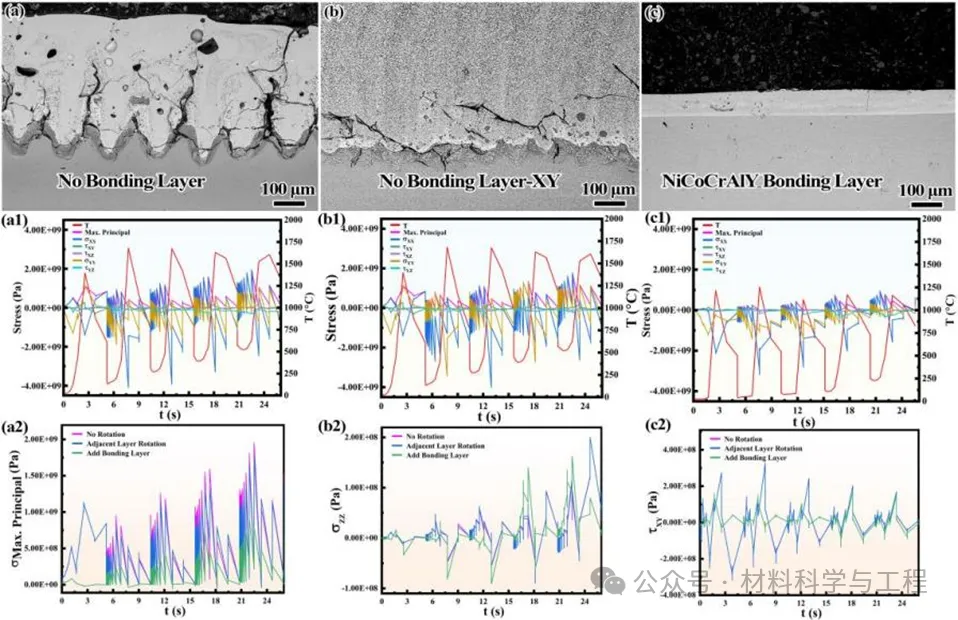
图5 制备的共晶陶瓷涂层纵截面的形貌: (a) 无结合层; (b) 无结合层且涂层旋转90°; (c) 含NiCoCrAlY结合层; (a1-c1) 对应的温度与应力分布; (a2-c2) 不同策略下最大主应力(σxx)与剪切应力(τxy)的对比分析。
图6所示陶瓷涂层与金属基底之间呈现出清晰的界面,未观察到明显的间隙或分离现象,表明两种材料之间形成了良好的冶金结合。线扫描EDS分析表明,从陶瓷涂层过渡到金属基底时,Ni、Cr、Fe和Mo的浓度显著增加,而O、Zr、Gd和Al的浓度则明显降低。Y元素含量略有下降,B和Ti的含量则保持相对稳定,在界面处Gd含量出现急剧下降,表明Gd发生了偏析和富集,可能形成了GAP初生相。图像显示陶瓷涂层与金属基底之间存在约1 μm宽的元素扩散区。
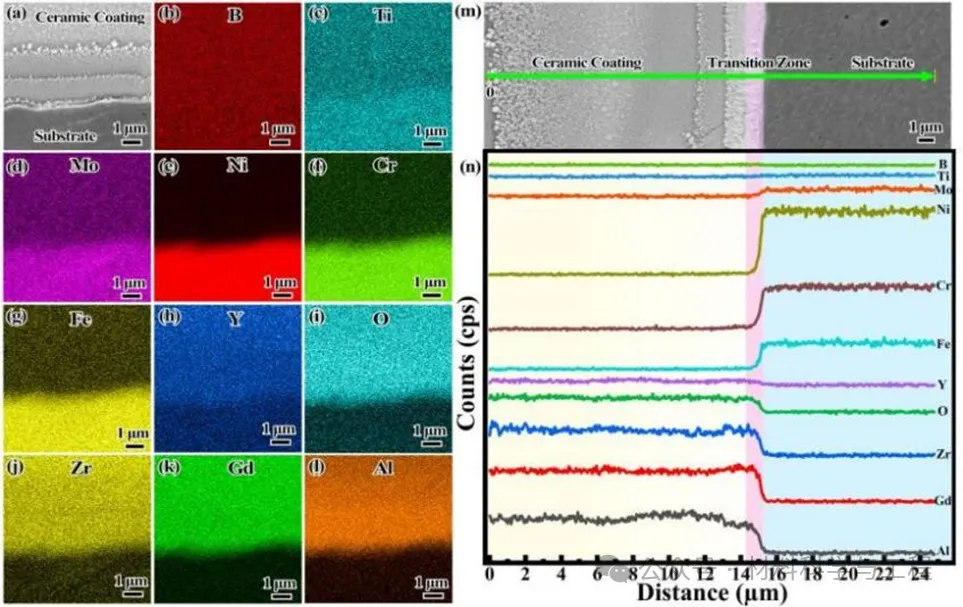
图6 通过LPBF制备的AGZE共晶陶瓷涂层的EDS图像: (a) 涂层的截面SEM; (b-l) 各元素( B, Ti, Mo, Ni, Cr, Fe, Y, O, Zr, Gd, Al)元素分布图; (m) EDS线扫描陶瓷涂层SEM图像; (n) 沿Line-1的EDS线扫描元素分布图
图7展示了涂层结合强度。150 W激光功率下制备的陶瓷涂层,其结合强度约为7.48 N。随着激光功率的增加,涂层的结合强度呈上升趋势。当激光功率增加至200 W和250 W,涂层的结合强度分别达到10.8 N和10.6 N。较高的激光功率促进了涂层材料的熔化和扩散,加强与基底的冶金结合。采用90°旋转的层间扫描策略,优化加工工艺,可以显著提高涂层的结合强度,达到29.3 N。综合采用参数优化、扫描策略优化以及结合层厚度设计等多种方法可以有效提高陶瓷涂层的结合强度。
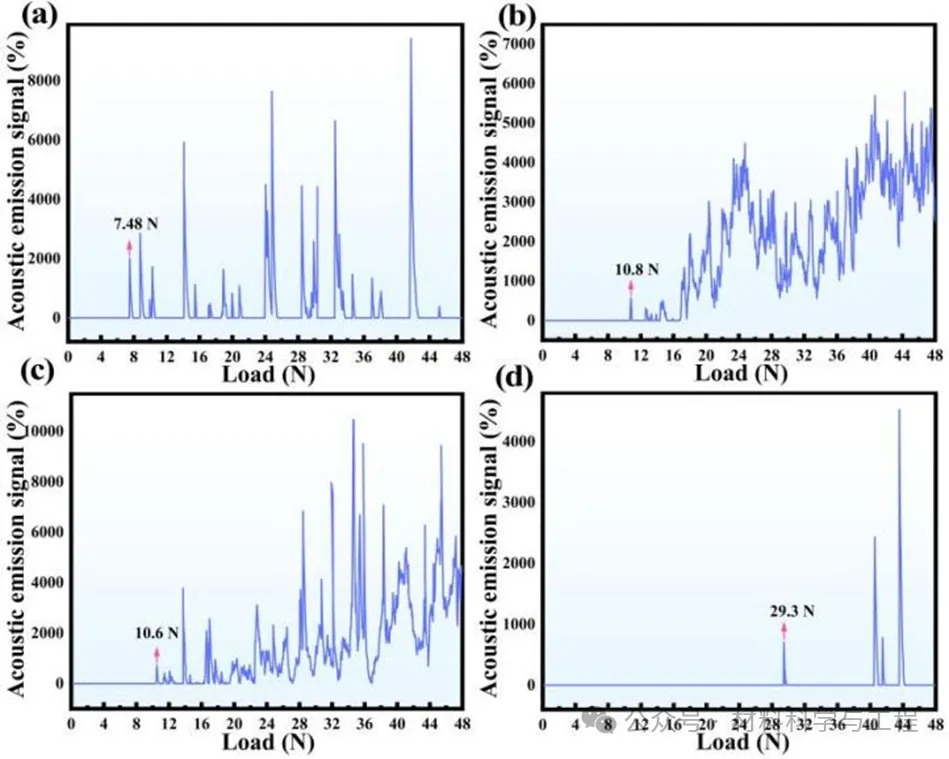
图7 LPBF制备的共晶陶瓷涂层的结合强度: (a) 试样加工功率150 W; (b) 150 W, 且相邻层之间旋转90°; (c) 功率为175 W; (d) 功率为175 W, 且相邻层之间旋转90°
4. 结论与展望
本研究成功利用两种不同的激光源,直接制备了一种新型梯度高温合金-氧化物共晶陶瓷涂层复合材料。通过高精度光纤激光器加工IN718高温合金基底和NiCoCrAlY结合层,随后利用高功率CO2激光在结合层上制备自生复合氧化物共晶陶瓷涂层。该方法能够高效灵活地制备各种尺寸和几何形状的涂层,并获得光滑涂层表面,表面粗糙度约0.61 μm。本研究开发的创新性高温合金-氧化物共晶陶瓷复合涂层制备方法,为直接一体化制备复杂结构高温合金部件热障涂层提供了新途径。
5.通讯作者简介
苏海军,西北工业大学长聘二级教授、博士生导师。国家级领军人才,国家优青,中国有色金属创新争先计划获得者。入选国家首批“香江学者”计划、陕西省“青年科技新星”、陕西省冶金青年科技标兵、陕西省金属学会优秀科技工作者,担任陕西高校青年创新团队学术带头人、陕西重点科技创新团队带头人和先进高温合金陕西省高校重点实验室主任。长期从事先进定向凝固技术与理论及新材料研究,涉及高温合金、高熵合金、超高温复合陶瓷、生物陶瓷、钙钛矿太阳能电池、结构功能一体化复合材料以及定向凝固与增材制造技术等。主持包括国家重点研发计划项目,国家自然基金重点、优青等7项国家基金在内的30余项国家级重要科研项目,在Nano Energy,Advanced Functional Materials,Nano Letters,Composites part B: engineering,Additive manufacturing等知名期刊发表论文200余篇。获授权中国发明专利60余项以及3项美国发明专利。参编专著3部。获陕西省科学技术一等奖、二等奖,中国交通运输协会科学技术二等奖,宁波市科技进步一等奖,陕西高校科学技术研究优秀成果特等奖,陕西省冶金科学技术一等奖,全国有色金属优秀青年科技奖和陕西青年科技奖各1项
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”