
中南大学增材制造顶刊:激光定向能量沉积高强度Al-Mn-Sc基合金再获突破!
2022-11-28 13:59:10
作者:材料学网 来源:材料学网
分享至:


导读:最近开发的通过激光粉末床融合(L-PBF)制造的Al-Mn-Sc基合金实现了560 MPa的屈服强度和18%的延展性。然而,由于双峰晶粒结构的应变不相容性,这些高强度铝合金通常表现出严重的不均匀塑性,阻碍了其实际应用。本文通过激光定向能量沉积(L-DED)制造了基于Al-Mn-Sc的合金。结果表明:在沉积过程中,与L-PBF相比,与L-PBF相比,由于冷却速率和温度相对较低,初生Al3(Sc, Zr)粒子在整个熔池中的析出更加均匀,充分发挥了Al3(Sc, Zr)粒子促进α-Al成核的能力。因此,已经获得了直径为5-6μm的全等轴晶粒,没有优先晶体取向。这导致优异的强度和延展性以及良好的应变硬化能力,而无需后续的成型工艺,从而成功解决了与L-PBF对应物相关的不均匀塑性问题。该合金的屈服强度和极限抗拉强度分别为230和331 MPa,均匀伸长率为8.3%。在300 °C下简单后热处理3 h后,屈服强度和极限拉伸强度分别可达425和519 MPa,并伴有6.2%的均匀伸长率。直接时效状态下的屈服强度超过了通过各种DED方法制造的所有现有铝合金。目前的结果预示着L-DED制造的高强度铝合金工程部件在未来的工业应用。
自21世纪初以来,与传统的减材制造方法相比,增材制造(AM)能够制造几何复杂的零件,具有更大的设计自由度,更低的工具成本和更短的交货时间,因此引起了各行各业的极大兴趣。到目前为止,增材制造技术已被广泛用于生产各种合金系统,包括铝合金,因为它们在运输和航空航天领域具有巨大的减重潜力。
对于铝合金,AM方法的主要类型是激光粉末床熔融(L-PBF),大多数研究都集中在近共晶Al-Si基合金上,例如AlSi12和AlSi10Mg,因为它们具有出色的可焊性和印刷性。然而,L-PBF制造的Al-Si基合金的屈服强度通常低于300 MPa,并且去应力后处理通常会进一步降低其强度。有限的强度对于结构应用没有竞争力。因此,在过去几年中,已经进行了大量尝试来提高AM Al合金的强度。最有效的方法之一是设计专门用于增材制造的合金成分,这些合金成分要么具有固有的强度,要么在典型的工业应力消除处理温度下可以显着老化硬化。通过开发一组含Sc的L-PBF制造的Al-Cu,Al-Mg和Al-Zn-Mg-Cu基Al合金,该方法取得了重大进展,屈服强度在325-575 MPa范围内,是所有AM Al合金中强度最高的范围。
屈服下降现象会导致使用过程中的塑性不稳定,不可避免地限制了这些合金的实际使用。进一步的研究表明,这种不均匀的塑性源于特征性的双峰晶粒微观结构。具体来说,相对较大的柱状晶粒结构(长度约20μm)分布在熔池的中心区域,其长轴几乎与建筑方向平行,而超细等轴晶粒(尺寸约0.65μm)位于熔池底部。在这种情况下,粗柱状晶粒与超细等轴晶粒界面区域的应变协调能力相对较差,导致应变局部化倾向较强。此外,变形过程中超细晶粒内的强动态恢复消耗了大量的位错,这也有可能降低合金的应变硬化能力。
先前的研究表明,如果印刷策略控制良好,Al-Mg-Sc-Zr合金可以通过激光定向能量配置(L-DED)(另一种典型的AM方法)实现完全等轴晶粒结构。这主要是因为L-DED相对于L-PBF较低的冷却速率(Al为~ 103-104 K/s)可以充分利用初生Al3(Sc, Zr)颗粒的促核能力,有效抑制了分布在熔体池内部的晶粒的外延生长。与传统铸造工艺相比,它还可以显著限制晶粒的进一步生长,从而获得更精细的组织。
因此,中南大学材料科学与工程系张瑞丰对此进行了研究,这项工作旨在首次使用L-DED方法制造Al-Mn-Sc基合金。在此基础上,将研究微观结构特征,特别是晶粒结构。然后,还将检查竣工和后热处理样品的拉伸行为,重点是应变硬化能力。最终目标是为均匀的变形行为和高强度定制均匀的微观结构,使L-DED 铝合金更接近完全工业采用,并满足不断增长的商业用途需求。相关研究成果以题为Achieving uniform plasticity in a high strength Al-Mn-Sc based alloy through laser-directed energy deposition发表在Additive Manufacturing期刊上。
链接:https://doi.org/10.1016/j.addma.2022.103273
本文采用氩气雾化粉末制备了Al-Mn-Sc基抗氧化合金。这里使用的L-DED系统是Trumpf TruLaser Cell 7040。整个L-DED实验示意图如图1(a, b)所示。基材为商用6061铝合金。在一系列工艺参数优化的基础上,不断保持激光功率、扫描速度、光束直径和送粉速率,如表1所示。刀具路径选择为单壁沉积模式。薄壁试样的尺寸为x = 65 mm, y = 3 mm, z = 32 mm。通过电感耦合等离子体原子发射光谱法(ICP-AES)验证合金粉末和出厂样品的化学成分,如表2所示。平均粒径为105 μ m,粒径范围为32 ~ 185 μ m。测定粉末的D10、D50、D90(体积加权法)分别为53.7、85.1、134.8 μ m,如图1(c、d)所示。图1(e)为建成状态下的样品图像。在300℃、温度控制在±2℃的箱型电阻炉中保温20 h,风冷后确定最佳时效时间。
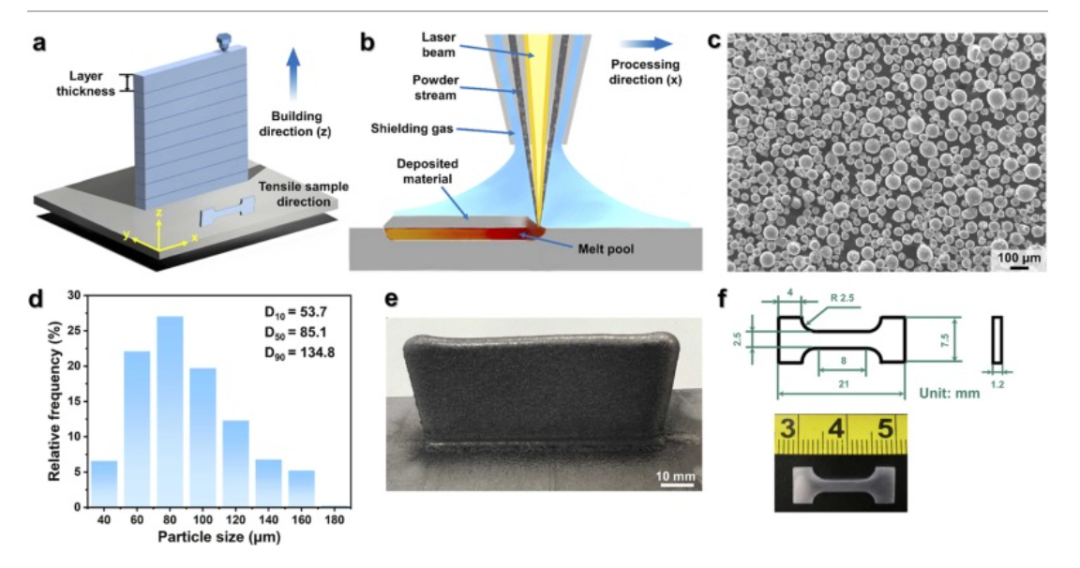
图1(a, b)整个L-DED工艺示意图;(c)粉末形貌的SEM图像;
(d)合金粉末粒度分布;(e)建成状态下的样本图像;(f)拉伸试样示意图。
为了揭示采用优化的打印参数制备的样品的结构完整性,本文应用显微ct分析构建了孔隙的三维形态和分布。总的来说,激光输入能量足以使合金粉末完全熔化,如图2(a)所示,这已被证实为99.92%的优良固结。此外,没有缺乏融合缺陷,通常出现在一个拉长的形状可以在3D图像中观察到。超过95.82%的孔隙呈规则状(球度大于0.95),孔径为2.42 ~ 57.09 μ m,平均粒径为8.42 μ m,与L-DED过程的汽化和气体包埋有关,如图2(b, c)所示。
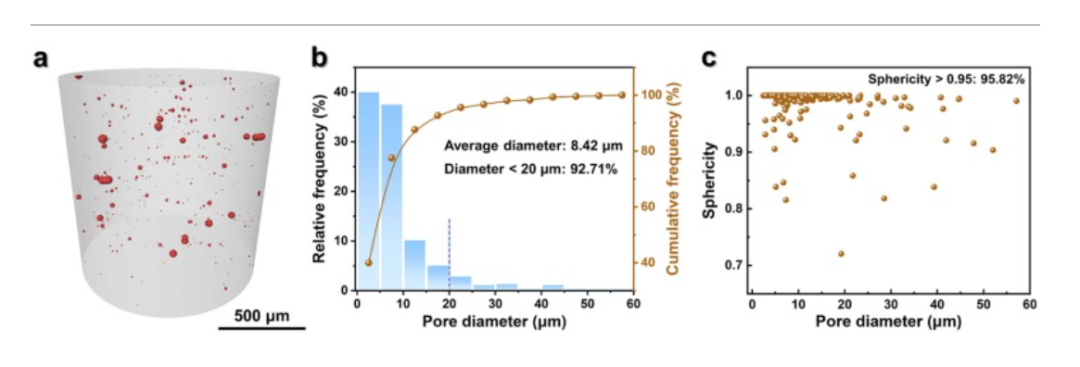
图2(a)3D可视化中孔的分布和形态;(b) 孔径分布;(c) 球形度是孔径的函数。
图3显示了与建筑方向平行观察的L-DED样品的晶粒结构。图3(a)所示的EBSD观察结果揭示了均匀的晶粒尺寸。大多数晶粒的尺寸在2-10μm范围内,平均值为5.50μm,如图3(b)所示。对图3(c)所示计数晶粒的纵横比的进一步评估证实晶粒几乎是等轴的。值得指出的是,这些细颗粒在没有优选取向的情况下生长,如图3(d)所示的相应PF的纹理强度可忽略不计,最大值为2.74。这与以前的DED制造的铝合金完全不同,后者通常表现出<001>纤维纹理。为了进一步确认EBSD结果,使用XRD对更大的样品生成了PF。结果显示最大纹理为3.08,与EBSD结果一致,如图3(e)所示。

图3(a) EBSD反极图(IPF),显示完全等轴晶粒;(b) 粒度分布;(c) 长宽比分布;(d)
基于具有重要生态或生物意义的可持续发展数据的相应极点图;(e) 根据XRD数据对较大样本的PF。
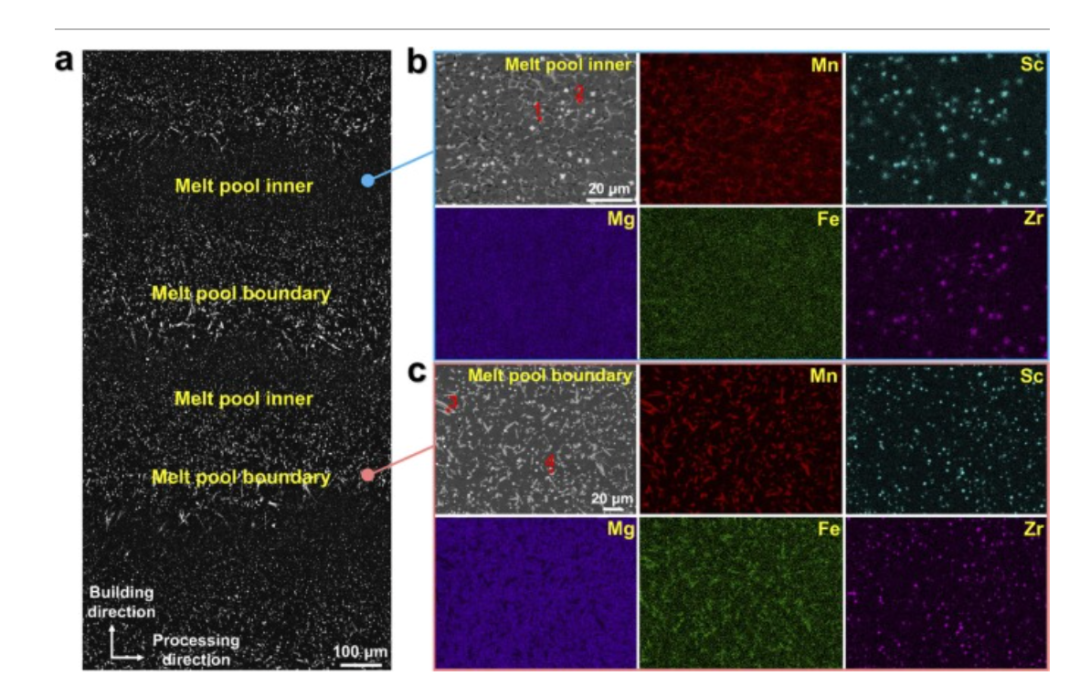
图4(a)制备样品的SEM-BSE图像,显示层状组织;(b, c)制备样品不同区域
结构的高倍率图像,以及显示这些粒子组成的相应SEM-EDS图。
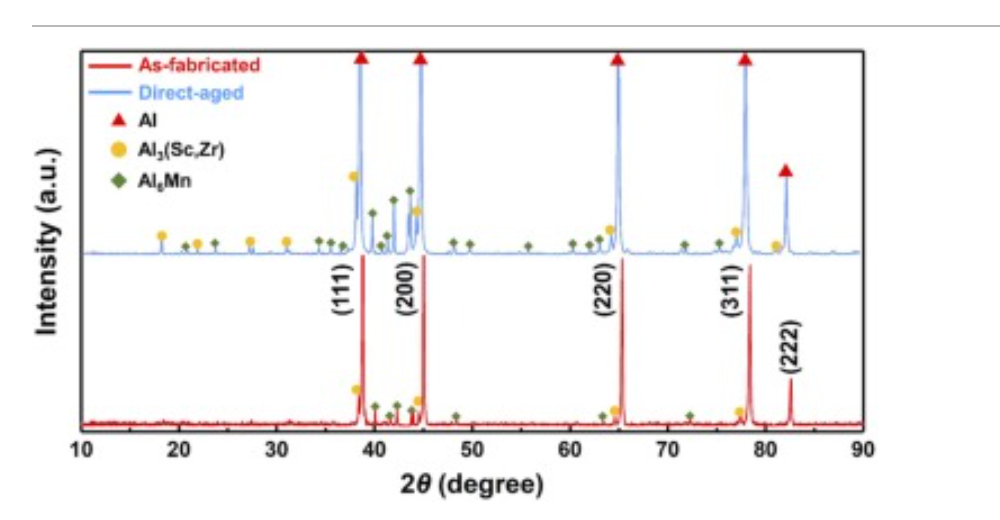
图5 在显示了在用红线标记的制造阶段获得的XRD图谱。除了与Al基体对应的主衍射峰外,
还可以检测到一些次要的峰,表明在L-DED过程中形成了不同的二次相颗粒。
将测量的峰位置与标准衍射数据数据库和相应的EDS结果进行比较后,
可以将次要峰合理地分配给Al3(Sc, Zr)和Al6Mn相,
这与L-PBF制造的Al-Mn-Sc基合金的结果一致
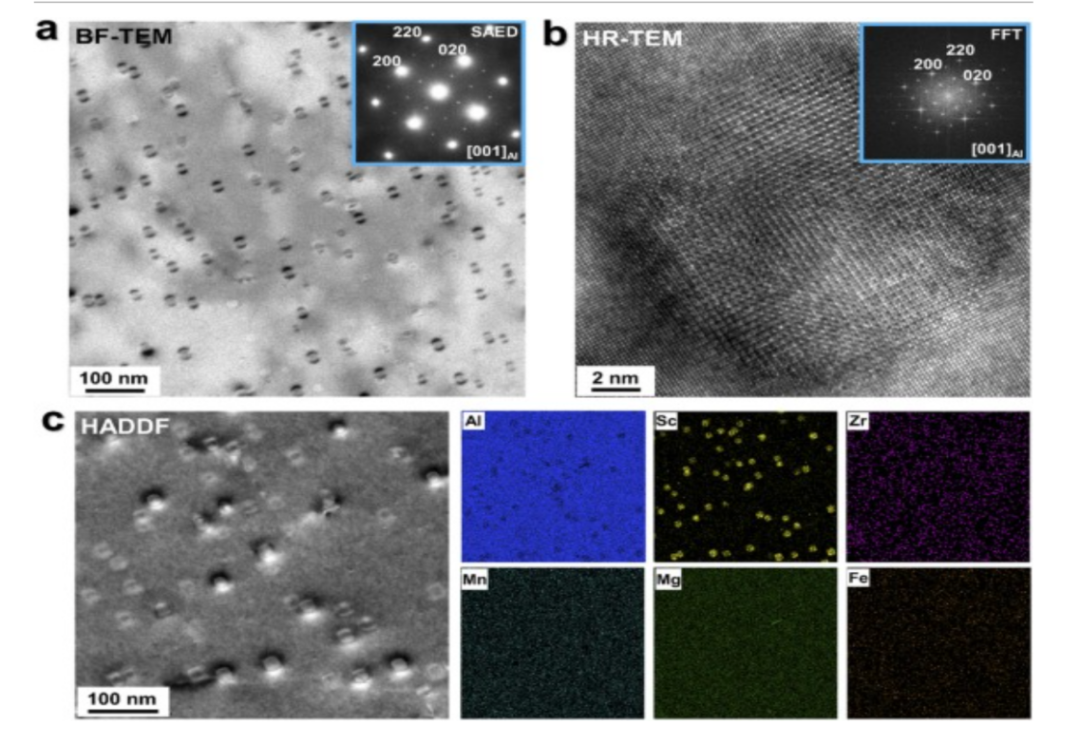
图6 样品在300°C直接时效3 h后的TEM分析:(a)沿[001]Al带轴的选定区域电子衍射(SAED)模式拍摄的二次Al3(Sc, Zr)粒子分布的BF图像;(b) HRTEM图像和相应的快速傅立叶变换(FFT)模式揭示了次生Al3(Sc, Zr)粒子与α-Al矩阵的高相干性;(c) HAADF图像和相应的显示元素分布的EDS图。
图7(a)显示了预制样品和直接时效样品的工程应力-应变曲线,表4总结了相应的数据。在制造阶段,合金的屈服强度(YS)为230 ± 5 MPa,总伸长率(TE)为10.2 ± 1.1%,而直接时效后分别为425 ± 8 MPa和7.8 ±0.9%。通过简单的后热处理可以获得约195 MPa的急剧增量,同时几乎不牺牲伸长率。此外,L-DED制造的Al-Mn-Sc基合金表现出连续的应变硬化行为,没有屈服下降现象,这对于承重应用至关重要。图7(b)显示了预制和直接时效样品的真实应力和应变硬化速率与真实应变的曲线。同样,它们的应变硬化速率相对于真实应变表现出下降趋势,然而,直接时效样品的应变硬化速率比制造样品下降得更快。
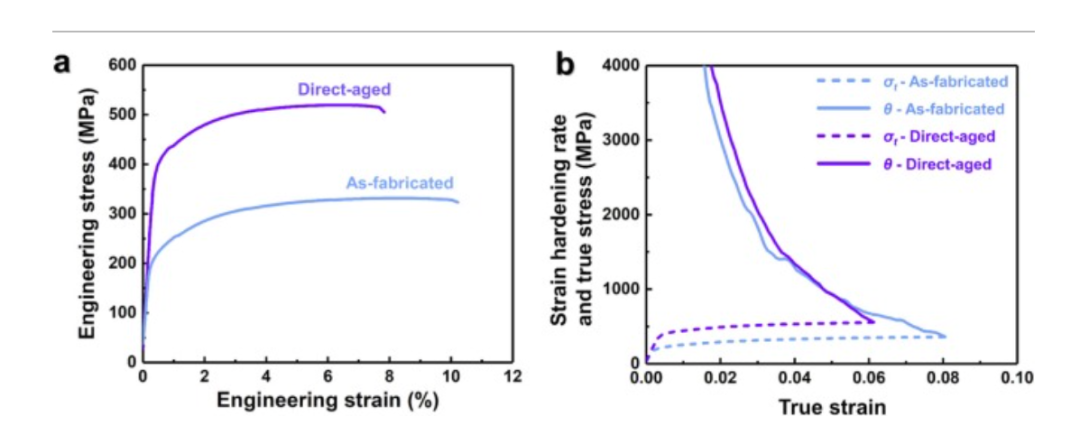
图7 (a)工程应力-应变曲线;(b) 真正的压力(σt)和应变硬化速率(θ)与真实应变曲线的关系。
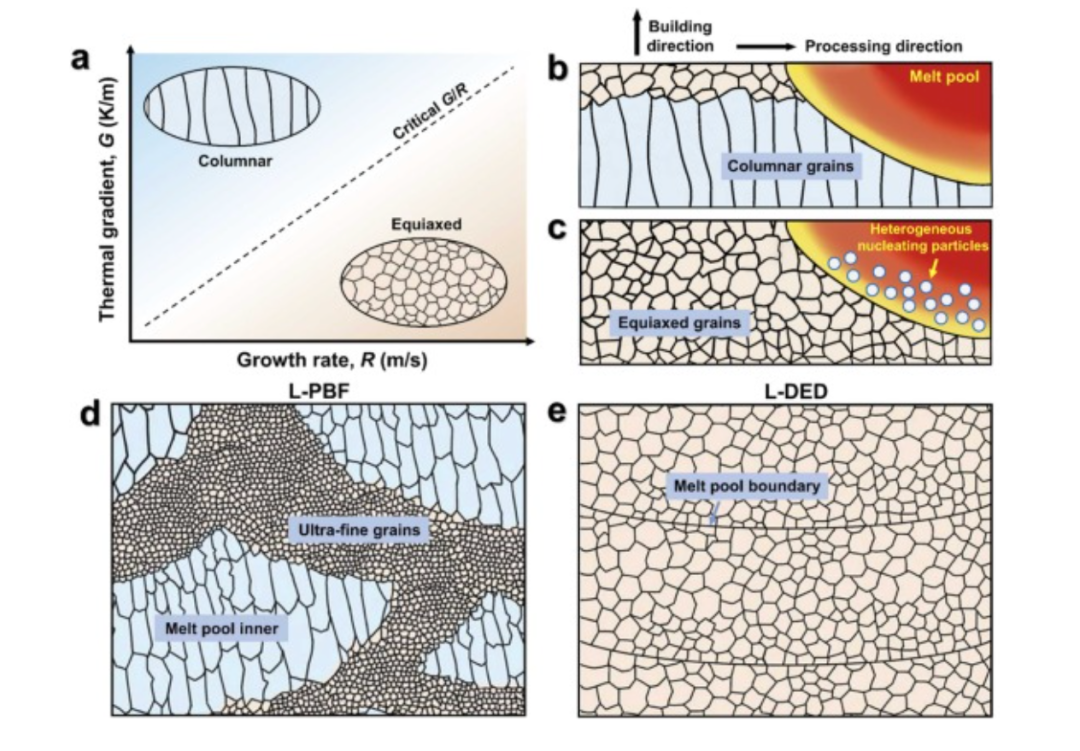
图8 (a)热梯度(G)和生长速率(R)对凝固微观结构的综合影响的示意图;(b) 制造时没有非均相成核颗粒;(c) 用非均相成核颗粒制造;(d) 采用L-PBF工艺制造的Al-Mn-Sc基合金,显示双峰晶粒结构;
(e)通过L-DED工艺制造的Al-Mn-Sc基合金,显示出完全等轴晶粒结构(这项工作)。
总之,只有当两个组分中的共变形被激活时,纳米孪晶才能发挥出明显的增强作用。在目前的工作中,使用L-DED技术通过简单的后热处理成功制造了高强度Al-Mn-Sc基合金。微观结构由尺寸为 5–6 μm 的全等轴晶粒组成,可实现可靠的应变硬化能力,无需后续成型工艺。主要结论可归纳如下:首先这种合金表现出99.92%的高固结率,没有缺乏熔合缺陷。由于L-DED与L-PBF相比,其冷却速率和温度相对较低,因此初级Al3(Sc, Zr) 颗粒在沉积过程中可以在整个熔池中更均匀地沉淀。这为α-Al晶粒的成核提供了足够的非均相位点,从而实现晶粒直径为5-6 μm的完全等轴晶体结构,无需优先晶体取向,从而有效地缓解了应变定位现象。均匀的微观结构导致出色的应变硬化能力,具有良好的强度和延展性。其次该合金的屈服强度和极限抗拉强度分别为230和331 MPa,在制造阶段的均匀伸长率为8.3%。在300°C下进行简单的后热处理3 h后,屈服强度和极限抗拉强度可达425和519 MPa,超过通过DED工艺制造的所有现有铝合金。L-DED还实现了约100 MPa的应变硬化强度,成功地解决了与L-PBF对应物相关的不均匀塑性问题,提高了实际应用的可靠性。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 中南大学, 增材制造, Al-Mn-Sc基合金
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8222

腐蚀与“海上丝绸之路”
点击数:6543